Symptom: Intermittent MCU resets; the device resumes normal operation after localized reflow.
Mechanism: During reflow, asymmetric thermal loading can cause one end of a small capacitor to melt before the other, allowing surface tension to lift the component—resembling a tombstone (IPC-A-610H, Section 8.3.10, 2024). This phenomenon is particularly prevalent with 0402 decoupling capacitors near MCUs (e.g., 100 nF on AVCC), where one pad connects to a large copper pour and the other is attached to a smaller trace.
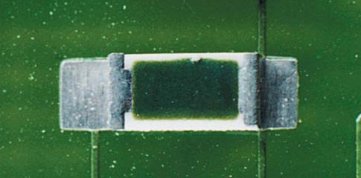
Real-World Example: A client’s ATmega328P-based soil sensor experienced 41% intermittent failures. X-ray inspection revealed that 28% of 0402 decoupling capacitors were tombstoned (Fig. 1). The root cause: Pad 1 was directly connected to a 50 mm² ground pour, while Pad 2 connected to an isolated trace, creating a thermal imbalance.
Prevention Strategies:
- Use symmetric NSMD pads (e.g., 0.6 × 0.7 mm for 0402 components).
- Apply thermal relief to only one pad (single 0.2 mm spoke) to balance heat dissipation.
- Maintain pad copper area ratio ≤ 2:1 to reduce asymmetric heating.
- Specify Type 3 solder paste—smaller particle sizes improve wetting uniformity.
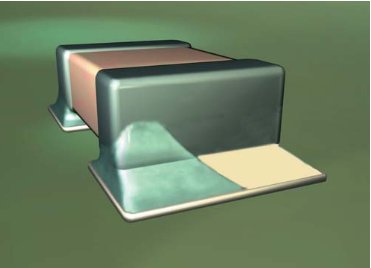
Tombstoned 0402 capacitor, showing classic lift with solder fillet on one end only
Symptom: Overheating under load; devices trigger thermal shutdown after 10–15 minutes of operation.
Mechanism: Vias located directly under QFN thermal pads (e.g., ESP32-WROOM, AMS1117) can trap flux and moisture during assembly. During reflow, vapor expansion forms voids, which can reduce thermal conductivity by up to 40% (IPC-7095D, Section 5.4.2, 2025). Non-filled vias frequently exhibit >30% void area, significantly impeding heat transfer from the die to the PCB.
Data: Cross-sectional analysis of 120 ESP32 boards revealed:
- Unfilled vias: average void = 37%
- Filled and capped vias (IPC Type VII): average void = 6%
Design Recommendations:
- Avoid vias in thermal pads smaller than 3 × 3 mm whenever possible.
- If vias are necessary (e.g., in a 4-layer stackup), specify filled and capped vias (IPC-4761 Type VII) to minimize void formation.
- Limit via count: ≤8 for a 4 × 4 mm pad, and stagger placement to prevent the “chimney effect.”
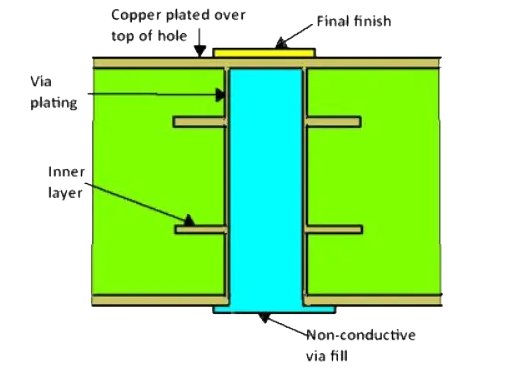
X-ray cross-section showing via-in-pad voiding, illustrating how voids impair thermal conduction from the die to the PCB
Symptom: GPIO pins stuck high or low; USB enumeration failures during device startup.
Mechanism: Excess solder paste on tight-pitch leads (e.g., ATmega328P-AU, 32-pin TQFP) can cause bridging, particularly between pins 15–17 (AVCC/GND/AREF) where thermal mass differs. A standard 0.15 mm stencil thickness is often too thick for 0.5 mm pitch, exacerbating the risk of shorts.
Prevention Strategies:
- Use NSMD (non-solder mask defined) pads to improve paste release and reduce bridging.
- Reduce stencil aperture to ~85% of pad area to limit solder volume.
- Incorporate solder mask webs ≥0.075 mm between adjacent pads.
- Specify Type 4 solder paste (25–36 µm spheres) for fine-pitch components to ensure consistent wetting.
Example of solder bridging on TQFP pins, illustrating how excess paste can connect adjacent leads
Symptom: Devices initially function properly but fail after 1–3 weeks in humid environments, such as greenhouse sensors.
Mechanism: Moisture-sensitive devices (MSD Level 3+) (e.g., ESP32-WROVER) absorb ambient humidity. During reflow, rapid steam expansion cracks internal epoxy layers, leading to popcorning failures (JEDEC J-STD-033D, Section 7.3, 2023).
Prevention Protocol:
- Bake MSD Level 3+ parts at 125°C for 24 hours prior to assembly.
- Store components in dry pack (≤10% RH) with humidity indicator cards.
- Limit floor life to ≤168 hours after opening the bag.
- For low-volume builds, consider through-hole components (e.g., ATmega328P-PU, MSD Level 1 – no bake required).
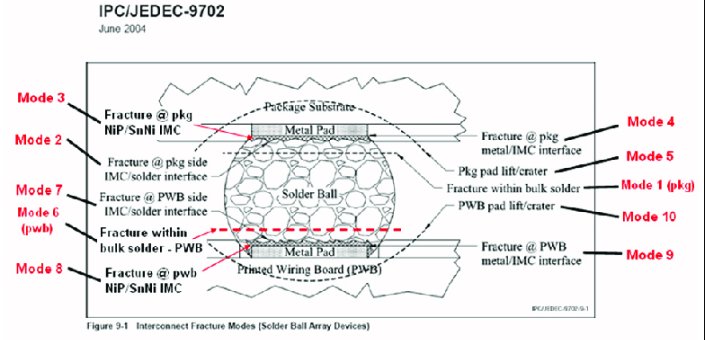
Popcorning failure in a BGA, showing internal delamination after moisture reflow—validates the necessity of bake cycles