Symptom Intermittierende MCU-Neustarts; das Gerät nimmt den normalen Betrieb anschließend wieder auf lokalisiertes Reflow.
Mechanismus Während des Reflow-Prozesses, asymmetrische thermische Belastung einen kleinen Kondensator an einem Ende verursachen schmelzen vor den anderen, davon ausgehend Oberflächenspannung um die tombförmige Komponente anzuhebenIPC-A-610H, Abschnitt 8.3.10, 2024Das Phänomen tritt insbesondere bei 0402 Entkopplungskondensatoren nahe MCUs (z.B. 100 nF an AVCC), wobei Ein Pad ist mit einem großen Kupferlayout verbunden. und die andere ist an eine kleinere Spur angeschlossen.
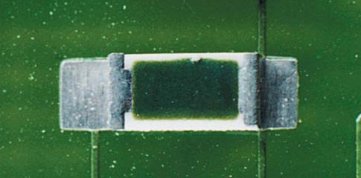
Praxisbeispiel: Ein Bodenfeuchtesensor eines Kunden auf ATmega328P-Basis erlebte 41% – sporadische Ausfälle. Die Röntgeninspektion ergab, dass 281 Stück 0402-Entkopplungskondensatoren vom Typ 28% wurden im Tombstone-Layout bestückt (Abb. 1). Die Grundursache: Pad 1 war direkt mit einem 50 mm² großen Masse-Pour verbunden., während Pad 2, das mit einem isolierte Spur, was ein thermisches Ungleichgewicht erzeugt.
Präventionsstrategien
- Verwenden Sie symmetrische NSMD-Pads (z.B. 0,6 × 0,7 mm für 0402-Komponenten).
- Wenden Sie thermische Entlastung nur auf ein Pad an (einzelner 0,2-mm-Speichen), um die Wärmeableitung auszugleichen.
- Beibehalten des Verhältnisses der Kupferfläche zur Padfläche ≤ 2:1 zur Reduzierung asymmetrischer Erwärmung.
- Geben Sie Lotpaste Typ 3 an – kleinere Partikelgrößen verbessern die Benetzungsuniformität.
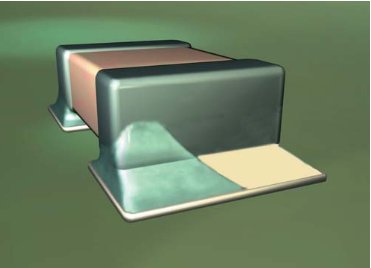
Grabstein 0402 Kondensator, zeigt klassische Abhebung mit Lötkehle auf nur einem Ende
Symptom Überhitzung unter Last; Die Geräte lösen nach 10–15 Minuten Betrieb eine thermische Abschaltung aus.
Mechanismus Vias gelegen direkt unter den QFN-Thermalpads (z. B. ESP32-WROOM, AMS1117) kann Fluss und Feuchtigkeit abfangen während der Montage. Während des Reflows bildet Dampfexpansion Hohlräume, die reduzieren können Wärmeleitfähigkeit um bis zu 40% (IPC-7095D, Abschnitt 5.4.2, 2025). Ungelochte Vias weisen häufig auf >30% Leerbereich, wesentlich die Wärmeübertragung vom Die auf die PCB behindernd.
Daten Querschnittsanalyse von 120 ESP32-Boards ergab:
- Leere Vias Durchschnittliche Lücke = 37%
- Gefüllte und verkappte Vias (IPC Typ VII): Durchschnittliche Lücke = 6%
Entwurfsempfehlungen:
- Vermeiden Sie möglichst Vias in Thermal Pads, die kleiner als 3 × 3 mm sind.
- Falls Vias notwendig sind (z.B. in einem 4-Lagen-Stackup), spezifizieren Sie gefüllte und abgedeckte Vias (IPC-4761 Typ VII), um die Hohlraumbildung zu minimieren.
- Begrenzung durch Anzahl: ≤ 8 für ein 4 × 4 mm Pad und gestaffelte Platzierung zur Vermeidung des “Kamineffekts”.”
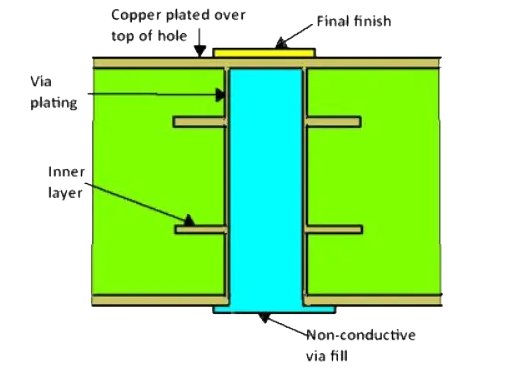
Röntgen-Querschnittsanalyse, die Via-in-Pad-Hohlräume zeigt und veranschaulicht, wie sich Hohlräume negativ auf die Wärmeableitung vom Die zur Leiterplatte auswirken
Symptom GPIO Pins sind hoch oder niedrig festgefahren; USB-Enumerierungsfehler während des Geräteanlafs.
Mechanismus Überschuss Lötfett auf Engste Steigungen (z. B. ATmega328P-AU, 32-polig TQFP) können dazu führen Überbrückung, insbesondere zwischen den Stiften 15–17 (AVCC/GND/AREF) wo thermische Masse unterscheidet sich. Ein Standard 0,15 mm Schablonendicke ist oft zu dick für 0,5 mm Steigung, was das Risiko von Leerverkäufen verschärft.
Präventionsstrategien
- Verwenden Sie NSMD-Pads (Non-Solder Mask Defined), um die Lotpastenfreigabe zu verbessern und Kurzschlüsse zu reduzieren.
- Verringern Sie die Schablonenöffnung auf ca. 85% der Pad-Fläche, um das Lötvolumen zu begrenzen.
- Integrieren Sie Lötstopp-Stege von ≥0,075 mm zwischen benachbarten Pad-Flächen.
- Spezifizieren Sie Lotpaste Typ 4 (25–36 µm Kugeldurchmesser) für Finepitch-Komponenten, um eine gleichmäßige Benetzung zu gewährleisten.
Beispiel eines Lötbrückenbildung an TQFP-Pins, die veranschaulicht, wie überschüssige Lötpaste benachbarte Anschlüsse verbinden kann
Symptom Geräte funktionieren zunächst einwandfrei, aber Versagen nach 1–3 Wochen in feuchte Umgebungen, wie z. B. Gewächshaussensoren.
Mechanismus Feuchtigkeitsempfindliche Geräte (MSD Level 3+) (z. B. ESP32-WROVER) Umgebungsfeuchtigkeit aufnehmen. Während des Reflow-Lötens, Schnelle Dampfexpansion sprengt interne Epoxidschichten, was zu Popcorning FehlerJEDEC J-STD-033D, Abschnitt 7.3, 2023).
Präventionsprotokoll:
- Bake MSD Level 3+ Teile 24 Stunden lang bei 125 °C vor der Montage.
- Lagern Sie die Komponenten in einem Trockenbeutel (≤10% relative Luftfeuchtigkeit) zusammen mit Feuchtigkeitsindikator-Karten.
- Begrenzen Sie die Lagerfähigkeit des Bodens auf ≤168 Stunden nach dem Öffnen des Beutels.
- Für Kleinserienmontagen sollten Durchsteckbauteile (z.B. ATmega328P-PU, MSD Level 1 – kein Backen erforderlich) in Betracht gezogen werden.
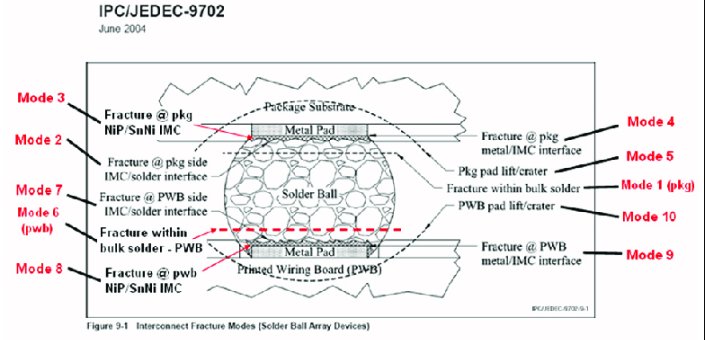
Popcorning-Ausfall in einer BGA, der interne Delamination nach Feuchtigkeits-Reflow zeigt – validiert die Notwendigkeit von Auslagerungszyklen