Warum weichen Designer von traditionellen 2- oder 4-lagigen Leiterplatten ab und setzen zunehmend auf 2+N+2-Stackups?
In der modernen Leiterplattenentwicklung stoßen traditionelle 2- oder 4-lagige Leiterplatten zunehmend an ihre praktischen Grenzen, insbesondere da heutige Produkte nach höhere Komponentendichte, schnellere Schnittstellen und engere elektrische Spielräume. Während diese einfacheren Stapelungen für grundlegende Designs immer noch funktionieren, haben sie bei fortschrittlicheren Anwendungen oft Schwierigkeiten.
Hier treten sie üblicherweise in die Irre:
- BGA-Fanout-Beschränkungen Feinere BGA-Teilungen (zum Beispiel 0,5 mm Pitch oder darunter) sind schwierig – oder manchmal unmöglich – nur mit Through-Hole Vias vollständig zu entflechten. Dies führt oft zu Routing-Konflikten, größeren Platinenabmessungen oder Kompromissen im Layout.
- Engpässe beim High-Speed-Routing Bei begrenzten Signal-Layer werden Leiterbahnen überfüllt. Dies erschwert die Aufrechterhaltung einer kontrollierten Impedanz und sauberer Rückpfade für Hochgeschwindigkeitsschnittstellen wie DDR oder PCIe.
- Schlechte Stromintegrität: Unzureichende oder gemeinsame Strom- und Masse-Flächen erhöhen die Schleifeninduktivität, was zu Spannungsabfall, Rauschen und instabilem PDN-Verhalten führt.
- EMI-Herausforderungen: Ohne entsprechende Layer-Referenzierung und Abschirmung sind Designs anfälliger für elektromagnetische Interferenzen, was das Risiko von Problemen bei der Einhaltung gesetzlicher Vorschriften erhöht.
Um diesen Einschränkungen Rechnung zu tragen, tendieren viele Designer zu fortschrittlicheren Stapelaufbauten wie 2+N+2—zwei äußere Aufbauen, ein N-Schicht-Kern und zwei weitere Aufbauen. Dieser Ansatz führt ein Mikroverbindungen für hochdichte (HDI-ähnliche) Merkmale, ohne die Kosten und Komplexität eines vollständigen HDI-Stapels.
Die 2+N+2-Architektur ermöglicht:
- Unterstützung für BGAs mit feinem Pitch durch effiziente Fanout-Musterung unter Verwendung von blinden und vergrabenen Mikro-Vias
- Höhere Routingdichte für kompakte und komplexe Designs
- Zuverlässigere Routing von gesteuerten Impedanzen für Hochgeschwindigkeitssignale
- Verbesserte Strom- und Massebezüge, die zu geringerem Rauschen und besserer Gesamtleistung der PDN führen
Letztendlich bietet 2+N+2 eine ausgewogene und kostengünstige Alternative zu vollständigem HDI, wenn eine höhere Dichte hauptsächlich auf den Außenschichten erforderlich ist. Es liefert die elektrische Leistung und Routing-Flexibilität, die von moderner Elektronik gefordert werden – während die Herstellungskomplexität und die Kosten unter Kontrolle bleiben.
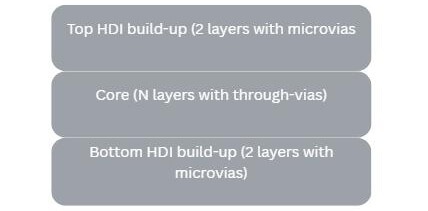
2+N+2 bezieht sich auf eine spezifische HDI-Leiterplattarchitektur (High Density Interconnect), die verwendet wird sequenzielle Laminierung zur Kombination eines herkömmlichen mehrschichtigen Kerns mit HDI-Aufbaulagen auf beiden Seiten.
Die Struktur lässt sich wie folgt aufschlüsseln:
- Die erste “2”: Zwei Aufbau-Schichten werden auf die Oberseite des Kerns aufgebracht. Diese Schichten verwenden typischerweise lasergebohrte Mikro-Vias, feinere Leiterbahngeometrien und unterstützen eine höhere Routing-Dichte für die Komponentenausführung (Fanout) und Signalführung (Signal Escape).
- “N” (Der Kern): Ein konventioneller Multilayer-Substratstapel, wobei N die Anzahl der Kernschichten darstellt. N ist typischerweise eine gerade Zahl (wie 4, 6 oder 8) und wird durch mechanisches Bohren und plattierte Durchgangsbohrungen hergestellt.
- Das zweite “2” Zwei zusätzliche Aufbau-Schichten wurden auf der Unterseite des Kerns hinzugefügt, wobei erneut Mikro-Vias und feine Strukturen genutzt werden, um die Routing-Flexibilität weiter zu erhöhen.
Zusammen liefert diese Konfiguration viele der Dichte- und Leistungsvorteile, die mit HDI-Designs verbunden sind, ohne sich vollständig auf einen komplexeren Full-HDI-Stackup festlegen zu müssen.
Ein definierendes Merkmal einer 2+N+2-Stapel ist die Art und Weise, wie sie hergestellt wird, und wie die Routing-Dichte auf der Platine verteilt ist.
Sequenzielle Laminierung ist ein wichtiges Unterscheidungsmerkmal. Im Gegensatz zu Standard-Mehrlagenleiterplatten – die typischerweise in einem einzigen Presszyklus laminiert werden – wird eine 2+N+2-Platine aufgebaut in Etappen. Der Kern wird zunächst als konventionelle Mehrlagenplatine hergestellt, einschließlich mechanischer Bohrungen, Beschichtung, Laminierung und elektrischer Tests. Sobald der Kern fertiggestellt ist, werden die oberen und unteren Aufbau-Schichten durch zusätzliche Laminierzyklen hinzugefügt, mit Lasertiefbohren zur Herstellung von Mikro-Vias zwischen jeder Phase.
Eine weitere wichtige Unterscheidung ist Wo Mikrovias eingesetzt werden. Im Rahmen eines 2+N+2-Designs, Mikro Via's sind auf die Aufbau-Schichten beschränkt, typischerweise als Blind-Vias die äußeren Lagen mit dem Kern verbinden. Dies ermöglicht eine dichte BGA-Fanout-Struktur und feine Geometrien nahe der Oberfläche, während der Kern weiterhin auf Standard durchkontaktierte Leiterplattenbohrungen für tiefere Schichtvernetzung.
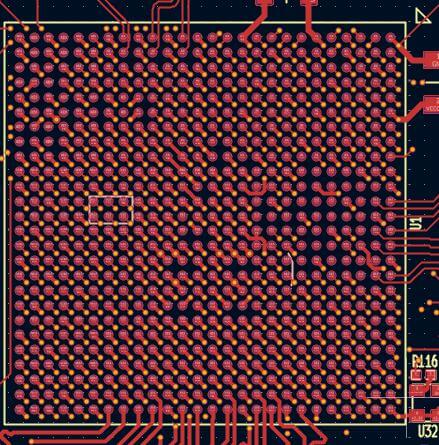
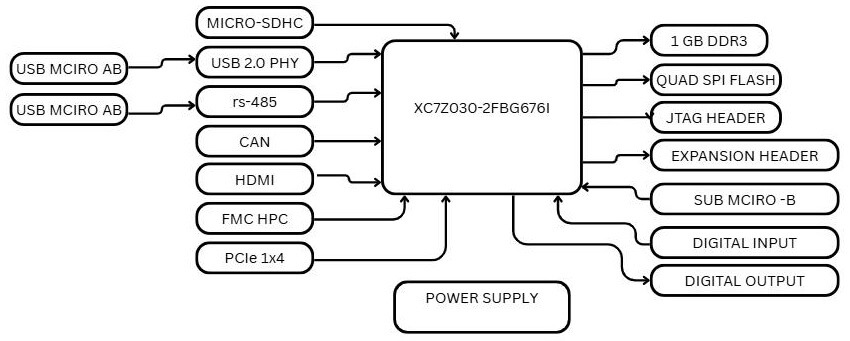
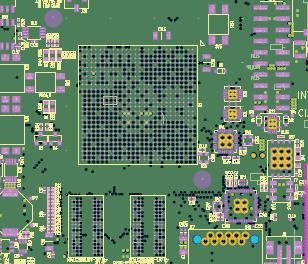
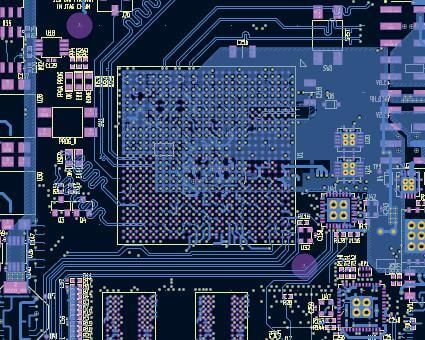
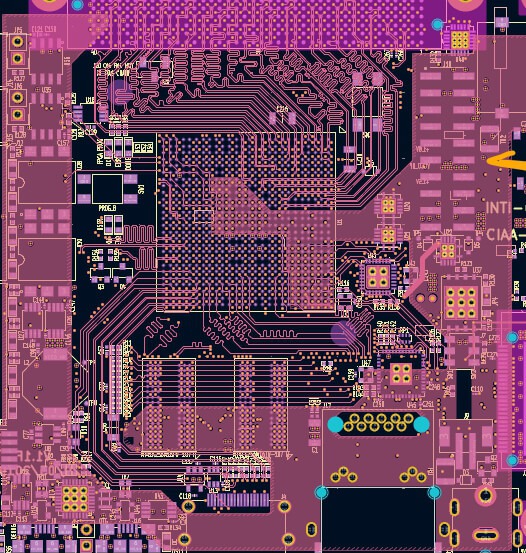
Um zu verdeutlichen, warum dies wichtig ist, betrachten Sie ein Design, das auf dem Xilinx Zynq XC7Z030 SoC. Dieses Gerät integriert einen Dual- ARM Cortex-A9 Prozessorsystem (PS) mit 7-Serien-FPGA-Fabric in einem 676-Pin-BGA-Gehäuse.
Ein solches Gremium erfordert:
- Dichte Verzweigung zur Verlegung von Hunderten von BGA-Pins an einem 1,0 mm Raster
- Kontrollierte Impedanzführung für Hochgeschwindigkeitssignale im GHz-Bereich, einschließlich DDR-Takten, PCIe-Leitungen (2,5–5 Gbit/s) und Ethernet-Schnittstellen
- Robuste Stromverteilung zur Minimierung von Rauschen in Mixed-Signal-Bereichen, die von den PS- und PL-Domänen gemeinsam genutzt werden
Ein einfacherer 4-lagiger Aufbau würde unter diesen Einschränkungen schnell auf Probleme mit Fanout und Routing-Überlastung stoßen. Im Gegensatz dazu, ein Konfiguration 2+8+2 liefert die erforderliche Routing-Dichte und elektrische Leistung—ohne die zusätzlichen Kosten und Komplexität eines vollständigen HDI-Stapels.
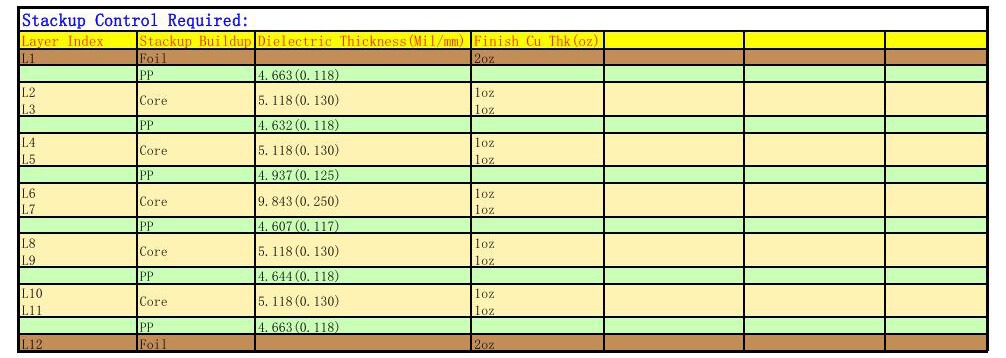
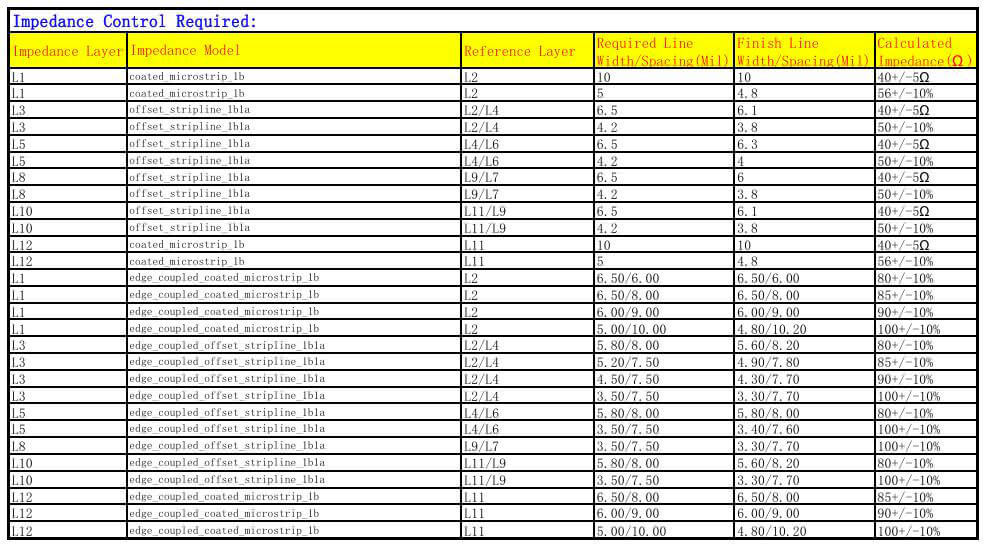
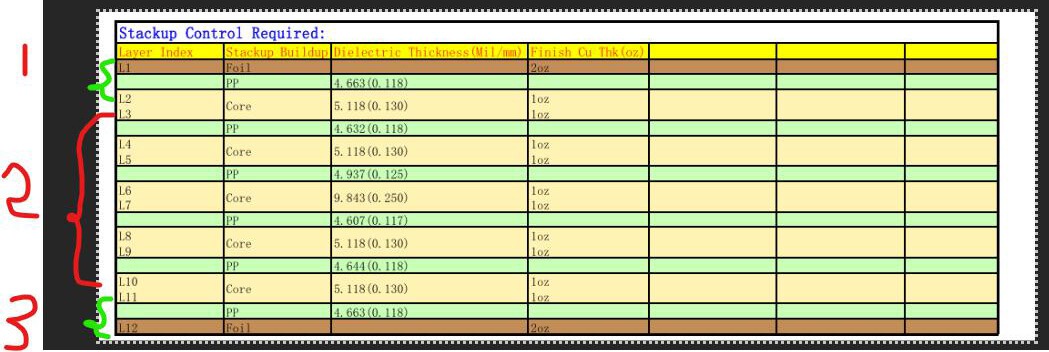
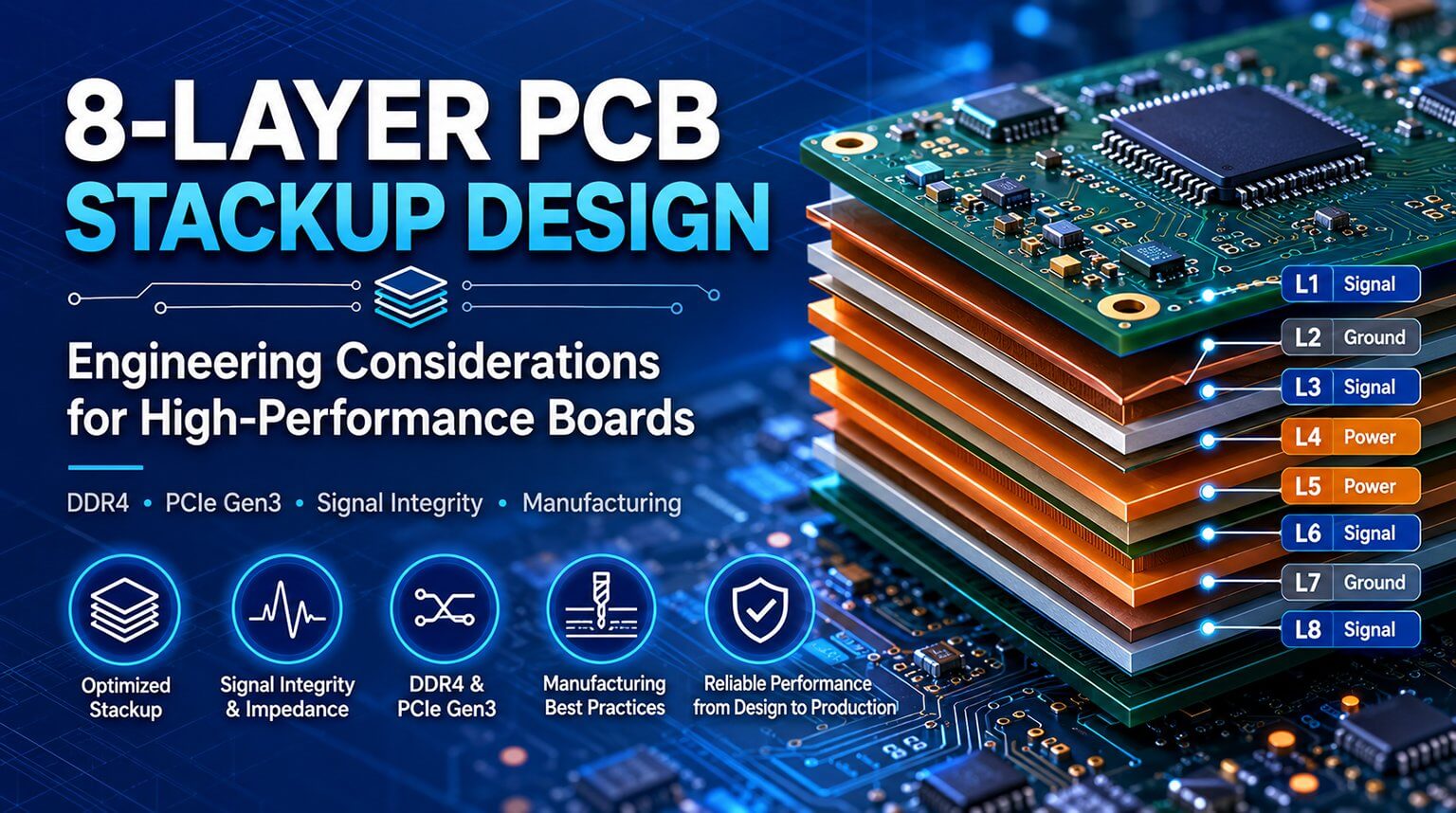
In diesem 2+8+2-Stackup—mit Aufbau-Schichten (L1-L2), eine Kernstapel (L3–L10), und untere Aufbau-Schichten (L11–L12)—Die Schichtzuweisung ist darauf ausgelegt, Signalintegrität, Stromversorgung und EMV-Kontrolle auszubalancieren.
- L1: Top Signal & Komponenten
Komponentenpads für BGAs und Steckverbinder sowie Low-Speed-Leitungen wie LEDs und Steuersignale. Die Kupferdicke beträgt typischerweise 1 oz, wobei dickeres Kupfer nur dann verwendet wird, wenn mechanische Belastbarkeit oder Stromanforderungen dies rechtfertigen.
Bietet eine kontinuierliche Referenzebene für L1-Signale und unterstützt blinde Mikro-Vias, die für das BGA-Fanout verwendet werden.
Hochgeschwindigkeits-Single-Ended- und Differentielle-Leitungsführung, wie DDR-Adress- und Steuerleitungen (typischerweise mit einer Zielimpedanz von ca. 50 Ω Single-Ended, abhängig vom Stackup).
Dedizierte Referenzebene für L3 zur Beibehaltung einer kontrollierten Impedanz und sauberer Rückpfade.
- L5: +3,3 V-Versorgungsspannungsebene
Liefert I/O und Peripherieschienen mit niedrigem DC-Widerstand.
- L6: Grundebene (Zentraler Kern)
Eine dickere Kernschicht (ca. 0,25 mm), die die Platinensteifigkeit verbessert und niederinduktive Rückpfade über den Stapel hinweg bietet.
Zusätzliche Referenzierung und Schirmung zur Unterdrückung von EMI und zur Reduzierung der Ebenenimpedanz.
Zusätzliche Hochgeschwindigkeits-Routing für dichte Schnittstellen, die nicht vollständig auf L3 untergebracht werden können.
Dient als Referenz für L8 und verbessert die Isolation zwischen den Signalebenen weiter.
- L10: Innere Signale und Niederspannungsversorgung
Gemischt genutzte Schicht, die zusätzliche Hochgeschwindigkeits-Routingmöglichkeiten und eine 1,0-V-Stromversorgungsebene für Kernlogikschienen unterstützt.
Fungiert als Referenzebene für L12 und unterstützt Mikro-Vias auf der Unterseite.
- L12: Bodensignal & Komponenten
Sekundäre Komponentensubstanz und Signalverlegung, typischerweise für Verbindungen mit niedrigerer Geschwindigkeit oder begrenztem Platz verwendet.
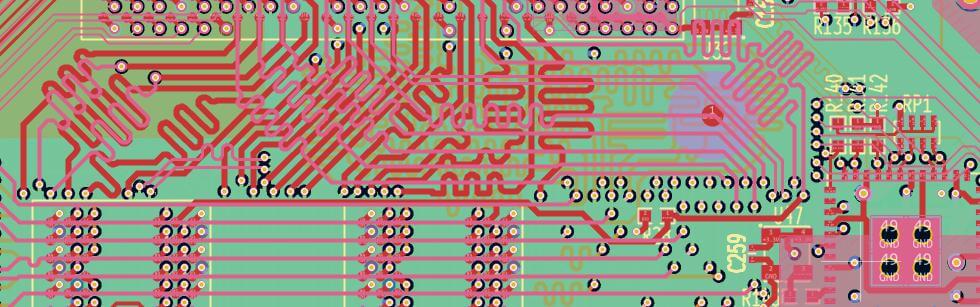
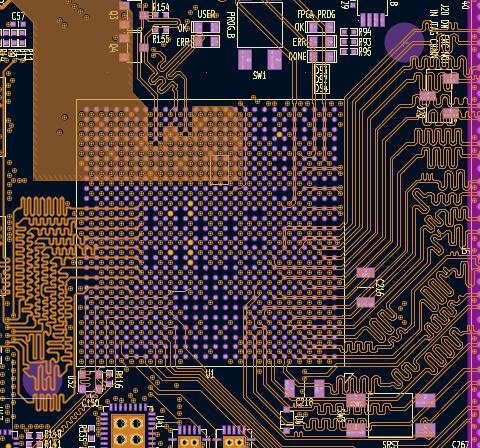
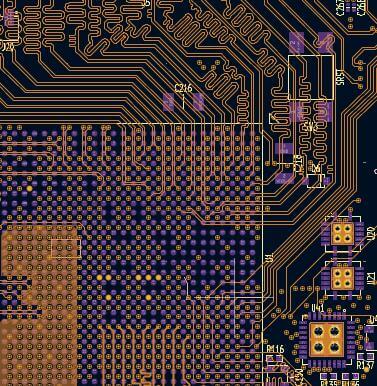
Hier brillieren 2+N+2-Stackups wirklich. Routing in diesen HDI-Designs ist nicht nur eine Frage der Hinzufügung weiterer Lagen – es stellt eine strategische Verlagerung dar, wie Dichte, Signalintegrität und Herstellbarkeit gehandhabt werden.
Im Vergleich zu herkömmlichen 2- oder 4-lagigen Platinen (oder selbst grundlegenden Mehrlagenlayouts), wo Durchgangsvias dominieren und schränken BGA-Entkommwege ein, eine 2+N+2 Struktur nutzt Mikro Vias und feine Strukturen um ein segmentiertes, zweckbestimmtes Routing ohne Überlastung zu ermöglichen.
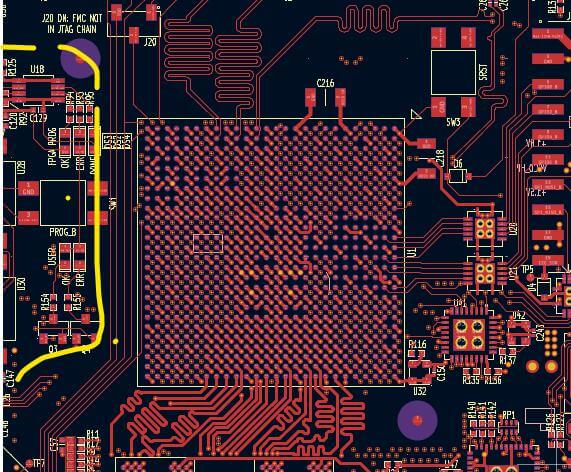
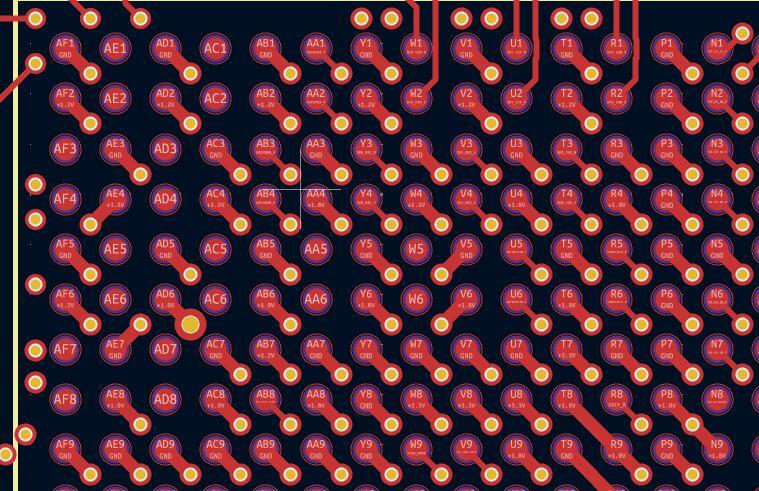
BGA-Fanout ist fast immer der primäre Routing-Engpass, Daher sollte dies zuerst behandelt werden.
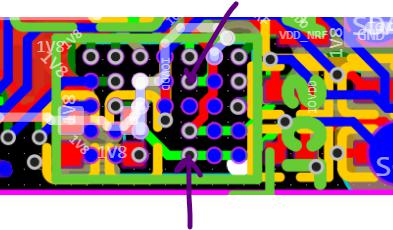
In diesem Entwurf, Äußere Kugellinien direkt auf entkommen L1 oder L12, während innere Zeilen verwenden blinde Mikro-Vias übergang zu L2/L3 oder L10/L11, wobei Via-Bohrungen vermieden werden, die die gesamte Platine durchdringen. Dies “Frühzeitige Fluchtstrategie schafft wertvollen Platz unter dem BGA für Entkopplungskondensatoren, im Gegensatz zu Standarddesigns, bei denen dichte Durchkontaktierungen eine größere Verteilung und längere Stromschleifen erzwingen würden.
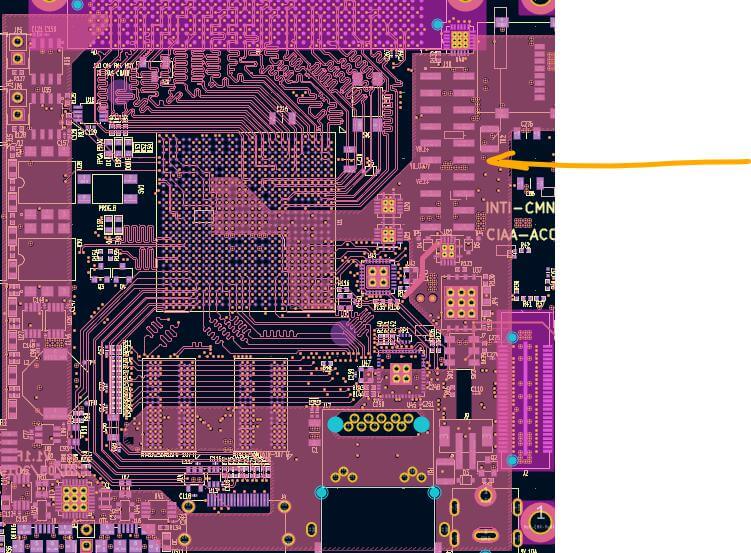
Die obere und die untere Aufbauisolierung (L1–L2 und L11–L12) sind für diese Rolle optimiert. Microvias ermöglichen enge Ausbrüche mit feinen Leiterbahnen (zum Beispiel, 4–6 Millionen Geometrien, in Abhängigkeit von den Fertigungsbeschränkungen), wodurch Signale von Zynq I/Os oder FMC-Anschlüssen radial und ohne Überlappung ausgefächert werden können.
- Kurze, Hochgeschwindigkeitswege:
Kritische Schnittstellen – wie PCIe-Differenzialpaare oder DDR-Taktsignale—profitieren von der Nähe zur Oberfläche. Auf dieser Platine können Schnittstellen wie USB oder PCIe geroutet werden L1 oder L3, bezüglich L2-Boden, minimiert Längenunterschiede und unterstützt kontrollierte Mikrostrip- oder Stripline-Impedanz typischerweise 85–100 Ω, (abhängig von der Schnittstelle).
Die Kernschichten (L3–L10) boardübergreifende Verbindungen handhaben, wie zum Beispiel FMC-zu-Zynq PL-Bänke oder Ethernet-Leiterbahnen. Stripline-Leitungsführung in diesen Schichten (zum Beispiel, L5, bezogen auf L4/L6bietet eine bessere Abschirmung und reduzierte EMI im Vergleich zu langen Oberflächenleitungen.
Strom- und Masseleiterbahnen an L4, L6, L7 und L9 Hauptträger verteilen (wie z. B. +1,0 V Kern und +3,3 V I/O) mit niederimpedant. Dicht durch Schweißen unterstützt hohen Strombedarf – in der Größenordnung von Mehrere Verstärker—wodurch Spannungsabfälle und Rauschprobleme vermieden werden, die bei Designs mit geringer Lagenanzahl üblich sind.
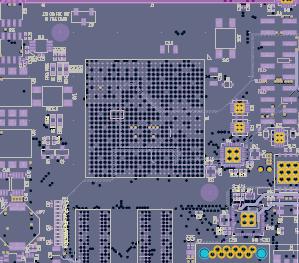
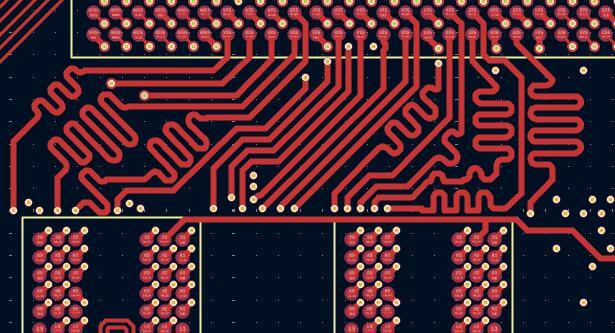
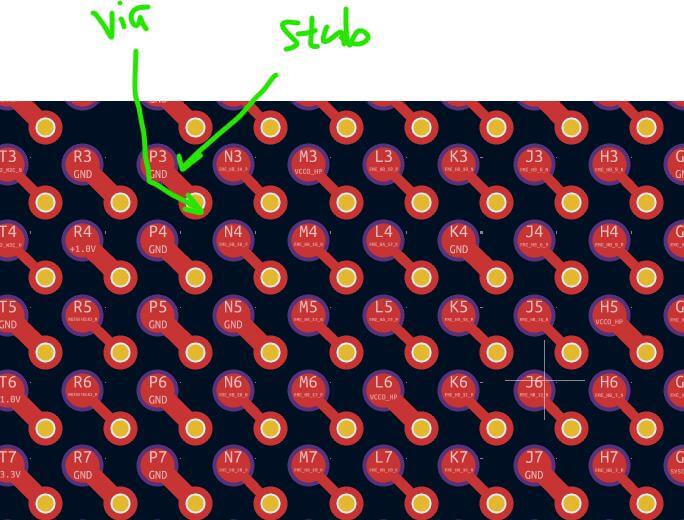
Fanout bezieht sich darauf, wie Signale von BGA-Pads zu Spuren und Vias. Bei herkömmlichen mehrlagigen Platinen sind die Fanout-Optionen üblicherweise auf Durchgangslöcher und relativ breite Leiterbahnen. Ein 2+N+2-Aufbau ermöglicht jedoch flexiblere und platzsparendere Fanout-Strategien.
Dogbone-Verteilung ist eine Hybridtechnik, bei der eine kurze Ausbruchsspur – der “Knochen” – das BGA-Pad mit einem nahegelegenen Via-Pad verbindet. Von dort aus verbindet eine Durchkontaktierung über oder Sackloch-Microvia leitet das Signal an eine innere Schicht weiter.
In direkte Mikro Via-Leiterbahnführung (Via-in-Pad), eine gefülltes und verkapptes Microvia wird direkt in das BGA-Pad gebohrt. Dies ermöglicht den sofortigen Übergang des Signals zu einer anderen Lage, ohne Platz auf der Oberfläche zu verbrauchen. Diese Methode ist besonders effektiv für Fine-Pitch BGAs (typischerweise unter 0,5 mm), wie z. B. fortgeschrittene SoC, bei denen ein herkömmliches Dogbone-Fanout schnell an Platz verlieren würde.
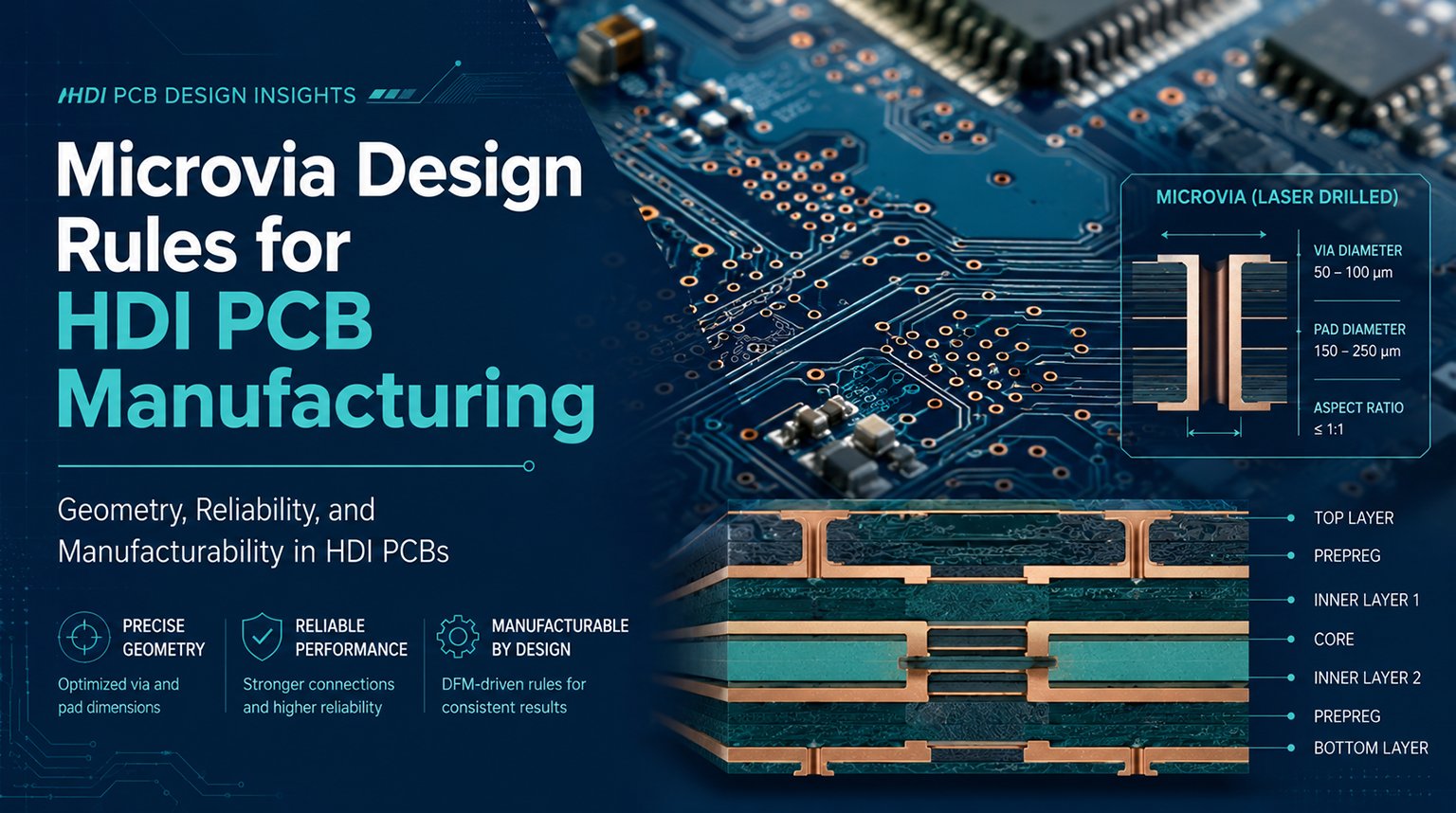
Design for Manufacturing (DFM) stellt sicher, dass Ihr gewählter 2+N+2-Stackup mit den tatsächlichen Fähigkeiten Ihres PCB-Herstellers übereinstimmt. Das Ignorieren von DFM-Überlegungen kann zu Problemen bei der Zuverlässigkeit von Mikrovias, schlechter Plattierungsqualität und latenten Ausfällen führen – insbesondere bei thermischer Belastung in industriellen Anwendungen oder Anwendungen mit langer Lebensdauer.
Bevor Sie ein 2+N+2-Design finalisieren, ist es unerlässlich, die folgenden Parameter mit Ihrem Fertigungspartner abzuklären:
Dies beinhaltet den Durchmesser des Laserbohrers (typischerweise 0,10–0,15 mm oder 4–6 mil) und das Aspektverhältnis (Tiefe zu Durchmesser). Für eine zuverlässige Kupferplattierung wird im Allgemeinen ein Aspektverhältnis von < 0,75:1 empfohlen, um Lunker und eine schwache Fassadenbildung zu vermeiden.
- Maximale Anzahl sequenzieller Laminationen:
Viele Hersteller beschränken HDI-Fertigungen auf 3–4 Gesamtlaminierungszyklen, um Verzug und Lagenregistrierung zu kontrollieren. Das Überschreiten dieses Bereichs erfordert oft Premium-Prozesse und erhöht die Kosten erheblich.
- Zulässige Mikrovia-Stacking-Strategie (gestapelt vs. gestaffelt):
Gestapelte Mikro-Vias – bei denen Vias direkt übereinander liegen – bieten eine höhere Dichte, können jedoch bei mehr als 2–3 Lagen zu Zuverlässigkeitsrisiken werden, da die mechanische Belastung konzentriert ist.
Gestaffelte Mikro Via-Löcher, typischerweise um 0,075–0,10 mm versetzt, verteilen die Beanspruchung gleichmäßiger und bieten im Allgemeinen eine bessere Langzeitzuverlässigkeit.
Es ist ebenfalls wichtig zu erkennen, dass HDI nicht kostengünstig ist. Eine 2+N+2-Platine kann ungefähr das 2- bis 5-fache einer einfachen Mehrlagen-Leiterplatte kosten, bedingt durch zusätzliche Laminierzyklen, Laserbohren und engere Prozesskontrollen.
Wir haben die Grundlagen von 2+N+2-Stackups untersucht – von den Gründen, warum herkömmliche Platinen an ihre Grenzen stoßen, bis hin zu dem, was eine echte 2+N+2-Struktur tatsächlich ausmacht. Wie Sie gesehen haben, geht dieser Ansatz über das bloße “Hinzufügen weiterer Lagen” hinaus, sondern beinhaltet bewusste Designentscheidungen zur Steuerung von Dichte, Signalintegrität und Herstellbarkeit.
Wichtige zu beachtende Regeln:
- Führen Sie zuerst immer BGAs aus, indem Sie Mikrovias verwenden – sei es Dogbone oder Via-in-Pad –, um spätere Routing-Blockaden zu vermeiden.
- Nutzen Sie die äußeren HDI-Lagen für Fanout und kurze Hochgeschwindigkeitspfade und reservieren Sie die inneren Kernlagen für lange Leiterbahnen und massive Ebenen.
- Engagieren Sie Ihren PCB-Hersteller frühzeitig, um Mikrovias-Limits, Stapelungsregeln und Feinstruktur-Fähigkeiten zu bestätigen.
- Simulieren Sie Impedanz und PDN-Verhalten – verlassen Sie sich nicht auf Annahmen.
- Priorisieren Sie Symmetrie und DFM, um Verzug, Ausbeuteverlust und langfristige Zuverlässigkeitsrisiken zu minimieren.
Letztendlich geht es beim Design von 2+N+2 PCBs weniger um die Lagenanzahl als vielmehr um die Kontrolle von Geometrien, Strompfaden und fertigungstechnischen Gegebenheiten.
Wenn Sie bereit sind, ein 2+N+2-Design in Hardware umzusetzen, PCBCool arbeitet mit Ingenieuren zusammen, um Stack-ups, Mikrovia-Strategien und DFM-Beschränkungen vor Beginn der Fertigung zu validieren. Durch die Abstimmung von Designabsicht und realer Fertigungskapazität tragen wir dazu bei, dass fortschrittliche HDI-Designs auf Anhieb zuverlässig gefertigt werden – ohne unnötige Kosten oder Iterationen.