Der Schutz von Athleten beschränkt sich nicht mehr nur auf die Behandlung nach Verletzungen. Immer mehr Sportmannschaften nutzen kontinuierliche Datenanalysen, um den körperlichen Zustand, den Regenerationsstatus und Gesundheitsrisiken zu verstehen, bevor Probleme ernst werden.
Ein europäisches Startup im Bereich Sportleistung wandte sich an PS Electronics Mit dieser Idee im Hinterkopf: ein maßgeschneidertes, tragbares Armband zur kontinuierlichen Überwachung von Athleten in realen Trainingsumgebungen.
Das Konzept war bekannt, die Anforderungen jedoch nicht. Was wie ein einfaches Sportarmband ohne Display aussah, entwickelte sich schnell zu einem komplexen Ingenieurprojekt, das sich mit Signalstabilität, Wasserdichtigkeit, hautfreundlichen Materialien und langfristiger Tragesicherheit befasste.
Wie ging PS Electronics damit um?
Im Handel erhältliche Wearables namhafter Hersteller erfassen drei bis sechs Biomarker mit einer Genauigkeit von ±10–20%. Für eine professionelle Ermüdungsmodellierung und Verletzungsrisikoprognose bei Sportlern ist eine Genauigkeit von ±5% oder besser über alle gleichzeitig erfassten Parameter hinweg erforderlich.
Für dieses Projekt war keine Standard-Wearable-Lösung ausreichend. Ihre Anforderungen umfassten:
Das Ingenieurproblem lag nicht in einer einzelnen Anforderung auf dieser Liste. Es lag darin, wie diese Anforderungen innerhalb eines kompakten Armbands interagierten.
- GSR erfasst biopotenzielle Signale im Mikrovoltbereich bei 0,5–50 Hz – ein Frontend, das äußerst empfindlich auf Masse-Rauschen von benachbarten Sensoren und Schaltreglern reagiert, die sich dieselbe Leiterplattenebene teilen.
- Die IP68-Abdichtung erfordert hermetisch abdichtende Materialien, die gleichzeitig die ISO 10993-5-Zytotoxizitätsprüfung bestehen müssen; nicht alle Hochleistungs-Dichtstoffe sind dafür geeignet.
- Die Rigid-Flex-Leiterplatte muss gemäß IPC-6013E Class 3 mehr als 100.000 Biegezyklen im Handgelenkbereich aushalten und dabei Impedanz-kontrollierte Leiterbahnen für die BLE-Antenne beibehalten.
Mit anderen Worten, dies war nicht einfach nur ein Projekt zur Sensorauswahl. Es handelte sich um ein ingenieurtechnisches Problem auf Systemebene.
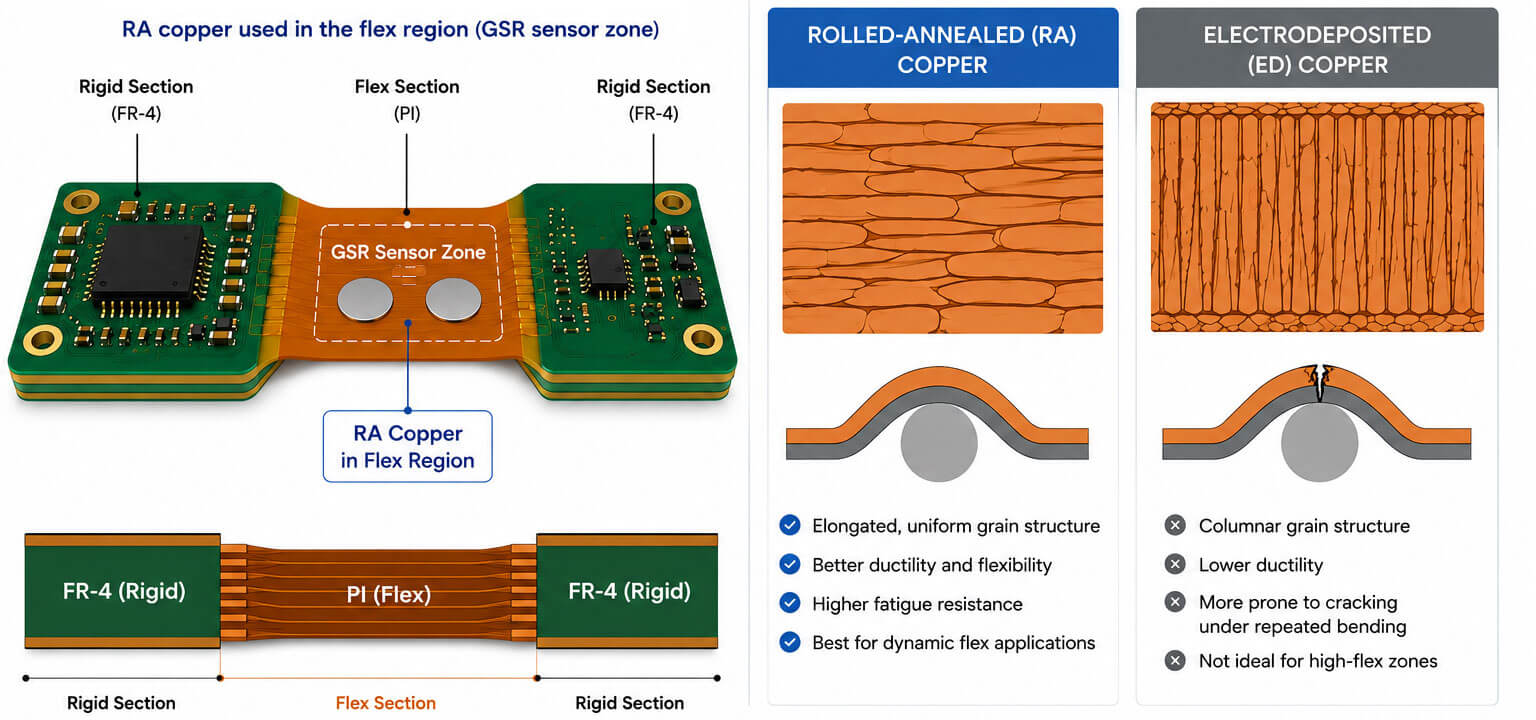
Die Leiterplatten-Struktur verwendete eine Hybridkonstruktion aus Polyimid (PI) und FR-4, qualifiziert nach IPC-6013E Klasse 3. Die GSR-Sensorzone besaß eine 4–6-lagige Struktur mit walzgeglättetem (RA) Kupferfolien durch die Flex-Region.
RA-Kupfer wurde ausgewählt, da das Armband im täglichen Gebrauch wiederholten Biegungen standhalten musste. Bei einem minimalen Biegeradius von 3 T kann RA-Kupfer Ermüdungsfestigkeit über 100.000 Biegezyklen hinaus gewährleisten und bietet unter denselben Biegebedingungen eine deutlich bessere Ermüdungsbeständigkeit als herkömmliches galvanisch abgeschiedenes (ED) Kupfer.
Dies ist keine Über-Spezifikation: IPC-6013E Klasse 3 erfordert eine nachgewiesene Langzeit-Biegezuverlässigkeit für dynamische Biegeanwendungen, und am Handgelenk getragene Geräte qualifizieren sich per Definition als dynamisch.
Die GSR-Signalleiterbahnen wurden innerhalb der Flex-Zone geführt, ohne Kupferkreuzungen in der Mitte der Biegung, gemäß den Designprinzipien der IPC-2223. Eine durchgehende Kupferfüllung der Massefläche wurde verwendet, um die analoge GSR-Domäne von der schaltenden Leistungsstufe auf benachbarten starren Abschnitten abzuschirmen.
Die Rigid-Flex-Architektur eliminierte auch den ZIF- oder FPC-Steckverbinder, der normalerweise ein separates Flexkabel mit einer starren Leiterplatte verbinden würde. In einem Gerät, das für über 100.000 Biegezyklen und tägliche Schweißbelastung ausgelegt ist, würde dieser Steckverbinder zu einem der mechanischen Schwachpunkte mit dem höchsten Risiko werden.
Die Entfernung war eine Entscheidung zugunsten der Zuverlässigkeit, nicht der Kosten.
Die GSR-Messung appliziert eine konstante Gleichstromanregung unter 0,5 V über zwei Ag/AgCl-Trockenelektroden auf der inneren Armbandoberfläche und misst dann den resultierenden Strom, um die Hautleitfähigkeit abzuleiten.
Der Instrumentenverstärker wurde unter Berücksichtigung folgender Zielvorgaben entwickelt:
| Parameter | Spezifikation |
|---|
| Rauschpegel | <5 µVeff, 0,1–10 Hz |
| Eingangsimpedanz | 1 GΩ |
| CMRR | 110 dB |
| ADC-Auflösung | 24-Bit-Sigma-Delta |
| Bandpass | 1–40 Hz, aktiver Filter |
Diese Spezifikationen beziehen sich auf die IEC 60601-2-47, welche ambulante EKG-Geräte regelt und grundlegende Leistungsuntergrenzen für am Handgelenk getragene Biopotenzialsensoren definiert.
Auch das Elektrodenmaterial war entscheidend. Ag/AgCl behält eine stabile Grenzflächenimpedanz in NaCl-Elektrolytumgebungen bei, was den Bedingungen von Schweiß nahe kommt. Edelstahl- oder Nickelelektroden können unter anhaltendem Schweißkontakt instabile Polarisationspotenziale entwickeln, was zu DC-Offset-Drift und einer Verfälschung der Leitfähigkeitsbasislinie führt.
Für ein Armband, das während des Trainings kontinuierlich getragen wird, ist die Messstabilität unter Schweiß kein Ausnahmefall. Sie ist Teil der normalen Betriebsumgebung.
Ag/AgCl war daher keine Premium-Option. Es war die praktische Standardlösung für eine stabile GSR-Messung.
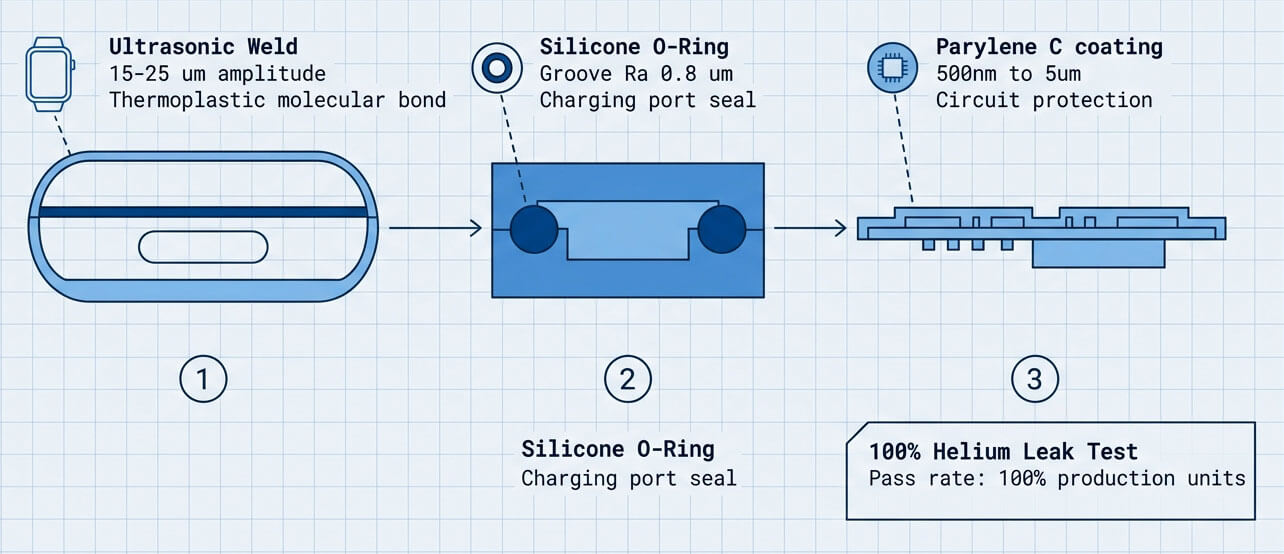
Das Hauptgehäuse nutzte Ultraschallschweißen mit einer Amplitude von 15–25 µm, um eine molekulare Bindung zwischen thermoplastischen Gehäusehälften zu erzeugen. Dies vermied Kleb- oder Dichtmittel, die bei Körpertemperaturzyklen ausgasen oder austreten könnten – erfüllt die Biokompatibilitätsstandards nach ISO 10993.
Für die Ladeschnittstelle verwendete PS Electronics einen O-Ring aus medizinischem Silikon in einer Nut mit einer Oberflächenrauheit von maximal Ra ≤ 0,8 μm. Kritische Schaltungsbereiche erhielten eine Parylene C-Schutzbeschichtung (Conformal Coating) mit einer Dicke von 500 nm bis 5 μm als sekundäre Barriere gegen das Eindringen von Schweiß durch Mikropfade.
Zwei Prozesskontrollen gewährleisten die Wasserdichtigkeitsgarantie:
- Die IP68-Prüftiefe musste vor der Werkzeugfreigabe schriftlich festgelegt werden. Die IEC 60529 spezifiziert die IP-Prüfmethode, jedoch sind die Tiefe und Dauer von IP68 produktspezifisch.
- Anstelle einer ausschließlich auf Tauchproben am Ende der Fertigungslinie basierenden Prüfung wurde eine Helium-Massenspektrometrie-Dichtheitsprüfung nach 100% (He-Leckrate ≤ 1×10⁻⁸ Pa·m³/s) durchgeführt.
Die drahtlose Bühne verwendete BLE 5.0 LE 2M PHY mit aktivierter Data Length Extension. Dies erweiterte die Nutzlast pro Paket von den traditionellen 20 Bytes auf 244 Bytes. Die ATT MTU wurde auf ≥247 Bytes ausgehandelt.
Bei Verbindungsintervallen von 100–400 ms wurde ein praktischer Durchsatz von 500–800 Kbps erreicht.
Dies war von Bedeutung, da sechskanalige Sensordaten schnell die Grenzen älterer BLE 4.x-Paketstrukturen überschreiten können. Bei einer Nutzlast von 20 Byte müssen Daten über mehrere Pakete aufgeteilt werden, was die Sendezeit, die Latenz und den Batterieverbrauch erhöht.
LE 2M PHY mit Data Length Extension löste das Problem auf Protokollebene, anstatt auf Workarounds auf Anwendungsebene zurückzugreifen.
Die BLE-Antenne wurde in der starren Leiterplattenspur verlegt, abseits des Flexbereichs und isoliert von der analogen Frontend-Massefläche, um das Kopplungsrisiko zu reduzieren.
| Parameter |
Messwert |
| Verstärkerrauschpegel |
<5 µVeff, 0,1–10 Hz |
| Eingangsimpedanz |
1 GΩ |
| CMRR |
110 dB |
| ADC-Auflösung |
24-Bit-Sigma-Delta |
| Signalbandpass |
1–40 Hz, aktiver Filter |
| Parameter |
Ergebnis |
| Biegezyklen abgeschlossen |
100.000 |
| Minimaler Biegeradius |
3T |
| Kriterium erfüllen |
Keine Fraktur; ΔR < 10% |
| Parameter |
Spezifikation |
| Oberflächengüte der O-Ring-Nut |
Ra ≤ 0,8 μm |
| Ultraschallschweiß-Amplitude |
20 µm |
| Helium-Massenspektrometer-Leckrate |
≤1×10⁻⁸ Pa·m³/s, 100%-Einheiten |
| Parameter |
Wert |
| PHY |
LE 2M |
| DLE-Nutzlast |
244 Bytes |
| ATT MTU |
247 Bytes |
| Praktische Durchsatzleistung |
500–800 Kbit/s im Abstand von 200 ms |
Bei dieser Art von Wearable-Gerät konnte die Qualitätskontrolle nicht bis zur Endkontrolle aufgeschoben werden; vielmehr musste sie in jeder Phase des Produktionsprozesses streng kontrolliert werden.
ISO 13485 beaufsichtigte das Qualitätsmanagementsystem der Produktion von der Eingangsprüfung der Materialien bis zur Ausgangskontrolle.
Alle Hautkontaktmaterialien, einschließlich Silikonverbindungen, Ag/AgCl-Elektrodenmaterial und Parylene-C-Ausgangsmaterial, erforderten eine Konformitätsbescheinigung und ein Sicherheitsdatenblatt, die bis zur Produktionscharge rückverfolgbar sind.
Dies war nicht nur reine Bürokratie. ISO 10993-bezogene Testergebnisse sind an die getestete Materialformulierung und repräsentative Produktionschargen gebunden. Ein Produktionswechsel zu einer anderen Silikonformulierung, selbst vom selben Lieferanten, kann frühere Testannahmen ungültig machen.
Während der Produktion führte PS Electronics vor der Endmontage des Gehäuses eine Prozessprüfung und Funktionsprüfungen durch.
Hauptsteuerungen umfassten:
- AOI bei jedem SMT-Verfahren
- Röntgeninspektion für BGA und Fine-Pitch-Komponenten
- 100%-Verifizierung des analogen Frontends des GSR auf Board-Ebene vor der Gehäusemontage
- Die Impedanzprüfung des Elektrokontakts bei 1 kHz
- Offset-Kalibrierung des Instrumentenverstärkers
- Linearitätsprüfung des ADC gegen ein kalibriertes Referenzsignal
Die Prüfung der GSR-Frontpartie vor dem Verschließen war wichtig, da nach dem Schweißen, Beschichten und Abdichten des Produkts Nacharbeiten schwierig und kostspielig werden.
Die ausgehende Qualitätskontrolle konzentrierte sich darauf, ob jede Einheit nach der Montage die funktionalen und umgebungsbezogenen Anforderungen des Kunden erfüllen konnte.
Wichtige Überprüfungen umfassten:
- IP68-Eintauchen in der kundenspezifischen Tiefe und Dauer, pro Einheit dokumentiert
- 100% – Helium-Dichtheitsprüfung vor dem Eintauchen
- Messung von BLE HF-Ausgangsleistung und Empfängerempfindlichkeit
- Funktionelles Altern für 4 Stunden bei 40°C zur Simulation der thermischen Belastung einer Trainingseinheit
Die Zytotoxizitätsprüfung gemäß ISO 10993-5 und die Sensibilisierungsprüfung gemäß ISO 10993-10 wurden durch ein akkreditiertes Drittlabor unter Verwendung von produktionsrepräsentativen Materialchargen durchgeführt, wobei die Rückverfolgbarkeit durch den Qualitätssicherungsprozess gewährleistet wurde.
Während der Projektbesprechung erklärte der Hardwareverantwortliche des Kunden:
“GSR wäre auch für uns von großem Wert.”
Für PS Electronics war dies eine bedeutungsvolle Bestätigung. Sie zeigte, dass der Kunde den technischen Input, der während der frühen Prüfphase geleistet wurde, schätzte, und nicht nur die endgültige Fertigungs Fähigkeit.
PCBCool ist die digitale Marketingmarke von PS Electronics, die geschaffen wurde, um unsere Leiterplatten-, PCBA- und Elektronikfertigungsdienstleistungen für globale Kunden leichter zugänglich zu machen. Hinter PCBCool ist das gleiche Fertigungssystem, das unterstützt 1-6-Schicht FPC, 1-40-Schicht Leiterplatte, und Zertifizierungssystem.
Falls Sie an einem ähnlichen tragbaren Gerät, IoT-Sensor oder einem medizinnahen Elektronikprojekt arbeiten, können Sie sich gerne an uns wenden PCBCool zur Besprechung Ihres Designs, Ihrer Herstellungsroute und Ihrer Produktionsanforderungen.