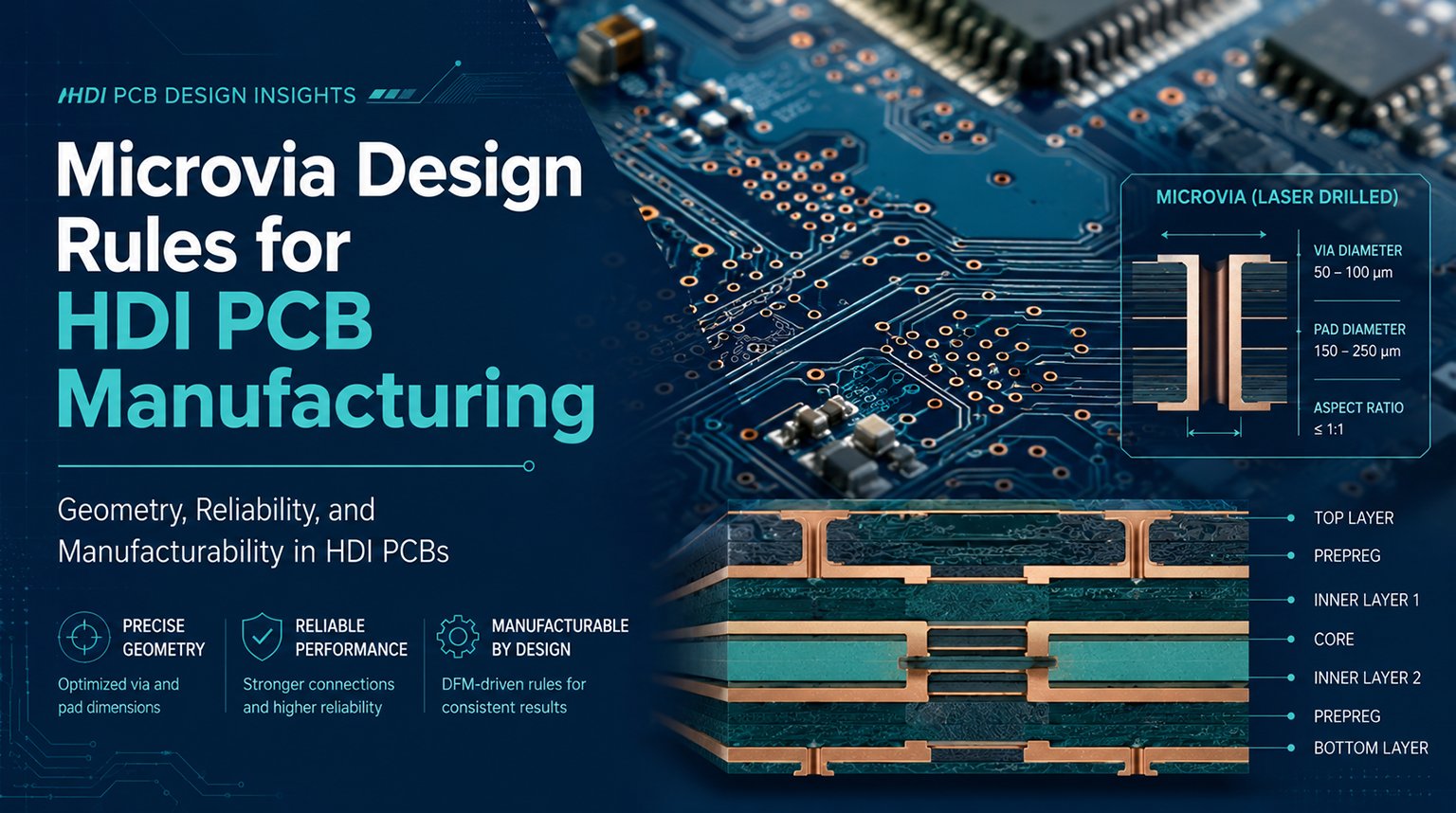
Las microvías son pequeñas interconexiones perforadas con láser utilizadas en PCB de interconexión de alta densidad (HDI). Permiten que las señales se muevan entre capas estrechamente espaciadas sin utilizar el mayor espacio requerido por las vías tradicionales pasantes. Esto las hace especialmente útiles en diseños de PCB compactos donde se deben gestionar al mismo tiempo componentes de paso fino, enrutamiento denso y un área de placa limitada.
Sin embargo, una microvía no es simplemente una versión más pequeña de una vía estándar. Su rendimiento depende de si la estructura de la vía se puede taladrar, platear, rellenar, laminar y ensamblar de manera confiable. Un diseño que parece correcto en la disposición de la PCB aún puede crear riesgos de fabricación o confiabilidad si la relación de aspecto, la almohadilla de captura, el relleno de cobre o el proceso de laminación no se controlan adecuadamente.
Esta es la razón por la que las reglas de diseño de microvías son importantes en Fabricación de PCB HDI. Ayudan a los diseñadores y fabricantes a definir los límites prácticos para la geometría, el control de procesos y la fiabilidad a largo plazo antes de que la placa entre en producción. En este artículo, explicaremos los factores clave de diseño y fabricación que afectan la calidad, la fiabilidad y la fabricabilidad de las microvías en las PCB HDI.
Las reglas de diseño de microvías definen las especificaciones de fabricación de las interconexiones perforadas con láser en PCB HDI, tanto geométrica como eléctricamente. Estas reglas especifican límites para la relación de aspecto, el tamaño de la almohadilla de captura, el relleno de cobre, la secuenciación de capas durante la laminación y la confiabilidad térmica bajo condiciones de carga cíclica.
Según la guía de diseño basada en IPC para microvías utilizadas principalmente en construcciones HDI, el diámetro del agujero generalmente se limita a menos de 150 µm.
Las microvías deben tener una relación de aspecto máxima de 0,75, medida desde el espesor del dieléctrico hasta el diámetro final terminado de la microvía. Esto ayuda a producir una buena terminación de cobre y a evitar huecos cuando la cavidad de la microvía se rellena de cobre.
Un ejemplo típico es un microvía acabado de 100 µm con un espesor dieléctrico máximo admisible de 75 µm. Si se excede esta relación, puede ocurrir una deposición no uniforme en la rodilla del microvía y la deposición de cobre en la interfaz de la almohadilla de captura puede verse reducida.
Los diámetros de las almohadillas de captura para microvías láser de 100 µm se diseñan comúnmente hasta 300 µm para permitir un anillo anular suficiente basado en una tolerancia intercapa de ±25 µm.
Para un anillo anular suficiente, el IPC-2226 también especifica una cobertura mínima de pad objetivo en los pads de captura para acomodar la deriva posicional del láser UV y la contracción dieléctrica durante cada ciclo de laminación consecutivo.
La geometría de las microvías también debe considerar el flujo de resina durante la laminación. Se utilizan ángulos de conicidad de 5° a 15° para mejorar el poder de lanzamiento del cobre y reducir la química atrapada durante la galvanoplastia. Se evitan los perfiles de vía de fondo plano porque pueden crear una concentración de estrés localizada bajo condiciones de ciclado térmico.
Al construir estructuras HDI multicapa que utilizan microvías apiladas o escalonadas, el proceso de fabricación principal es la laminación secuencial. Cada capa de acumulación se fabrica por separado a través de múltiples procesos secuenciales, que incluyen laminación, perforación láser, metalización e imagen.
Según la IPC-2226, los errores de registro de eje z acumulativos se vuelven significativamente mayores más allá de dos pilas secuenciales. Por lo tanto, cada ciclo de perforación solo debe crear una capa de microvía dentro de cada estructura de microvía apilada.
La selección del grosor del núcleo afecta directamente la estabilidad de la laminación y la precisión del registro. Los núcleos HDI se fabrican con un grosor de 100 a 400 µm, mientras que las capas dieléctricas de acumulación generalmente se producen utilizando dieléctricos de cobre revestido de resina (RCC) con un grosor de 50 a 75 µm para mantener relaciones de aspecto prácticas.
La distribución del espesor dieléctrico dentro de un stack debe ser uniforme. Si no es uniforme, el material puede expandirse a diferentes ritmos durante la laminación térmica debido a la distribución no uniforme de la resina.
Las temperaturas de laminación suelen oscilar entre 170 °C y 190 °C, dependiendo de las características de Tg del sistema de resina utilizado. Las tolerancias de registro después de la laminación secuencial se pueden lograr dentro de ±30 µm utilizando un sistema de alineación óptica de rayos X.
Una pobre simetría de la pila o un recuento excesivo de capas pueden provocar deformaciones y afectar directamente la precisión de alineación de las almohadillas de captura durante las operaciones de perforación láser.
La calidad de la metalización de microvías depende principalmente de:
- Uniformidad del relleno de cobre
- Distribución del espesor de recubrimiento
- Deposición de cobre sin vacíos a lo largo del barril del vía y la interfaz de captura
Para lograr un relleno completo de cobre sin un vacío central en la fabricación HDI, se suele utilizar la electrodeposición pulsada o la electrodeposición pulsada intermitente con inversión.
El IPC-6016 especifica el espesor mínimo de recubrimiento de cobre requerido para las estructuras HDI. Esto se basa en mantener un espesor de cobre de 25 µm en la región de la rodilla de la microvía. Sin embargo, la variación local del espesor en el cobre recubierto debe minimizarse. Si se acumula demasiado cobre alrededor de la apertura de la vía, el estrés de sobre-recubrimiento puede aumentar y crear un riesgo de grietas durante el ciclo térmico.
Las tapas de cobre por encima de las microvías llenas típicamente varían de 8 a 15 µm para mantener una geometría de superficie plana para los futuros procesos de laminación de acumulación. Una mala planarización de estas tapas de cobre puede producir erosión de resina y un espesor dieléctrico desequilibrado en las capas superiores.
En una estructura de microvía apilada, los límites de aceptación de vacíos son extremadamente bajos. Incluso vacíos muy pequeños por debajo de 10 µm cerca de la interfaz de la almohadilla de captura pueden deteriorarse bajo ciclos térmicos repetidos entre -40 °C y 125 °C durante las pruebas de calificación de confiabilidad IPC.
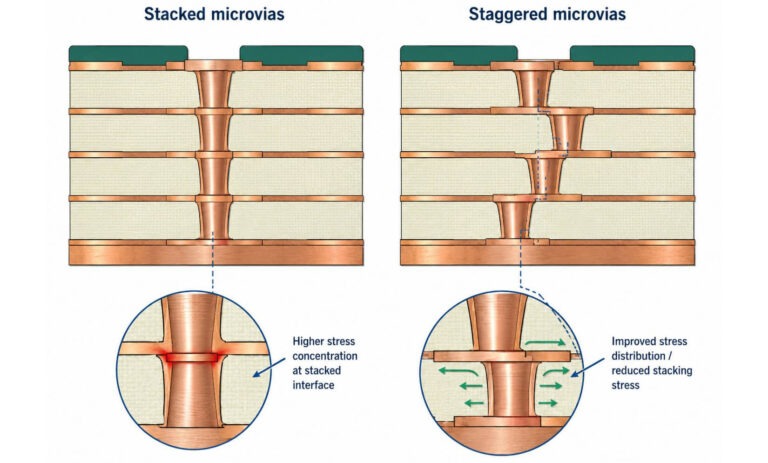
La fiabilidad de las microvías apiladas está dictada en gran medida por la acumulación de tensiones en la interfaz entre la microvía y su pad objetivo durante el ciclo térmico. La mayor parte de la deformación se acumula en la región de la rodilla de la microvía, donde el recubrimiento de cobre transita del barril al pad objetivo.
El análisis por elementos finitos demuestra que cuando la altura vertical de las microvías apiladas excede las dos microvías apiladas, la intensidad de la tensión aumenta significativamente. Esto se debe principalmente a la desalineación acumulativa y a la diferencia en la expansión del eje z entre el cobre y el material dieléctrico circundante.
La vida a fatiga del cobre también se ve afectada por la estructura de grano de cobre formada durante la galvanoplastia. Los granos equiaxiales finos producidos a través de la galvanoplastia de pulso inverso tienen una tasa de propagación de grietas más baja que las estructuras de grano columnares producidas por la galvanoplastia de CC convencional.
El fallo en los límites de grano se vuelve cada vez más crítico durante el ciclado térmico entre -40 °C y +125 °C, especialmente en aplicaciones HDI para la automoción y la aeroespacial.
Las grietas de esquina propulsadas generalmente ocurren en microvías donde el espesor de la capa localizado es menor a 15 µm. A medida que aumentan los ciclos de expansión y contracción térmica, la propagación de grietas continúa dentro de la interfaz de cobre hasta que ocurre una falla completa.
La densidad del enrutamiento de escape de microvías está restringida por varios parámetros de diseño, que incluyen el paso BGA, las dimensiones de la pad de captura, el ancho de la traza de escape y el recuento total de capas del build-up de la PCB.
Para un paso de BGA de 0.5 mm, las estrategias de escape comunes utilizan microvías perforadas con láser de hasta 100 µm y pads de captura de hasta 250 µm. Las microvías están rellenas de cobre y planarizadas para ayudar a prevenir vacíos de soldadura y la absorción de pasta durante el ensamblaje de BGA.
Sin embargo, las microvías rellenas de cobre ubicadas directamente debajo de las almohadillas de soldadura también pueden crear volúmenes inconsistentes de soldadura durante el reflujo, lo que puede generar problemas de confiabilidad.
Las geometrías de los canales de escape se calculan en función de las tolerancias de registro de la máscara de soldadura. Utilizando un BGA de paso de 0,4 mm y almohadillas de captura de 200 µm de diámetro, existiría una holgura de enrutamiento de aproximadamente 100 µm entre un par de almohadillas antes de aplicar cualquier expansión de la máscara de soldadura.
Como resultado, muchos diseños avanzados de HDI requieren procesos de fabricación semitictiva modificados para proporcionar rutas de escape con anchos de línea inferiores a 40 µm entre filas internas sin aumentar significativamente el número de capas.
Las transiciones de microvía pueden introducir discontinuidades de impedancia localizadas. Estas discontinuidades son causadas por cambios abruptos en la distribución de la corriente, diferencias en la geometría del plano de referencia y capacitancia parásita desigual de un lado de la interfaz de la vía al otro.
A frecuencias de gigahertzios y superiores, incluso las transiciones de microvía muy cortas pueden crear pérdida de inserción y conversión de modo si la continuidad del camino de retorno no se mantiene en la transición de capa a capa.
Las microvías ciegas suelen tener longitudes de "stub" más cortas que las vías pasantes, lo que reduce el comportamiento resonante causado por la inductancia del "stub". Esta resonancia ocurre cuando la longitud del "stub" se acerca a un cuarto de la longitud de onda de la frecuencia del tiempo de subida de la señal.
Por ejemplo, si la longitud residual de la clavija de microvía ciega excede los 300 µm, puede afectar la impedancia total reflejada de la microvía por encima de los 10 GHz, dependiendo de la constante dieléctrica y la velocidad de propagación.
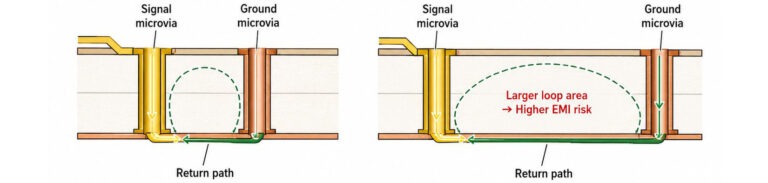
Para mantener la integridad de la señal eléctrica entre las capas de microvías, la estructura de retorno de tierra debe proporcionar un acoplamiento adecuado. Esto minimiza la inductancia del bucle y ayuda a preservar el acoplamiento electromagnético entre la transición de la señal de microvía y la transición del plano de referencia de microvía.
La microvía de tierra se coloca típicamente a 250 a 500 µm de la microvía de señal de alta velocidad. Un mayor espaciado entre las transiciones del plano de señal y de referencia aumentará el área del bucle, incrementará las emisiones electromagnéticas localizadas y creará un desequilibrio en la impedancia diferencial.
El diámetro de la pastilla de captura también influye en la capacitancia parásita alrededor del barril del microvía. Un diámetro de pastilla de captura más grande genera más capacitancia parásita, lo que puede producir caídas de impedancia localizadas cerca del barril del microvía y reducir la uniformidad del canal de alta velocidad cuando se enruta cerca de varias trazas HDI.
La precisión del taladrado láser tiene un impacto directo en cuántas microvías se pueden acomodar, cuán confiables son las almohadillas de captura y cuán precisa es la formación del registro intermedio.
Con los láseres UV, la tolerancia posicional puede alcanzar ±20 µm. Los sistemas de láseres de CO₂ tienen una tolerancia posicional ligeramente mayor debido a su mayor efecto térmico en el dieléctrico. En diseños de paso fino, si el diámetro de la almohadilla de captura es inferior a 225 µm, el error de registro se vuelve crítico.
Las tolerancias acumulativas determinan cómo deben fabricarse las almohadillas de captación. Estas tolerancias incluyen la contracción inducida por la laminación, los desajustes de imagen, la variación en la alineación de los taladros y las diferencias en los coeficientes de expansión térmica entre los materiales.
Si la tolerancia de posición terminada de un microvía es de ±20 µm y el diámetro del microvía terminado es de 100 µm, el diámetro de la isla de captura debe ser de 250 µm para proporcionar una cobertura anular adecuada después de la laminación.
Otra preocupación es la precisión de la eliminación del dieléctrico en el fondo de la vía. Si se utiliza demasiada energía láser, la lámina de cobre puede dañarse o degradarse térmicamente bajo el dieléctrico. Esto puede impedir una fuerte unión metalúrgica y debilitar la interconexión.
Los principales factores limitantes para la fabricabilidad de HDI son la tolerancia del taladrado láser, la uniformidad del relleno de cobre y la laminación secuencial precisa. En la mayoría de los procesos de fabricación, las microvías utilizan un diámetro mínimo entre 75 µm y 100 µm, mientras que las almohadillas de captura deben ser mayores de 225 µm para mantener un rendimiento aceptable.
Una alta densidad de microvías contribuye a errores de posicionamiento acumulados a través de las capas de laminación, especialmente en estructuras de microvías apiladas.
Desde el punto de vista del ensamblaje, los BGA de paso fino a menudo utilizan el diseño de vía en pad. Estas microvías deben llenarse de cobre y planarizarse antes de soldar, para que el cobre no absorba la soldadura de la unión de soldadura durante el reflujo.
Las microvías inadecuadamente llenas pueden reducir el volumen de la junta de soldadura y aumentar la probabilidad de defectos de cabeza sobre almohadilla. La pérdida de resina alrededor de las microvías tapadas también puede crear una concentración de esfuerzo localizada durante el ciclo térmico.
La capacidad de inspección es otra restricción. La densidad HDI está limitada por la capacidad de Sistemas AOI para inspeccionar de forma fiable trazas y vías de menos de 50 µm. En la mayoría de los casos, los vacíos dentro de las microvías solo se pueden detectar mediante inspección de rayos X o análisis destructivo de sección transversal.
Las microvías permiten que las PCB HDI soporten un enrutamiento más fino, una mayor densidad de interconexión y una salida de paquete más compacta. Sin embargo, su fiabilidad depende de mucho más que el tamaño del agujero. La geometría de la vía, el rellenado de cobre, la calidad del chapado, la secuencia de laminación y la precisión del registro deben ser realistas para el proceso de fabricación.
Para los ingenieros que trabajan en aplicaciones BGA de paso fino, alta velocidad u otras aplicaciones avanzadas de HDI, la revisión temprana de la fabricabilidad es esencial. Una estructura de microvía que funciona en el diseño también debe ser adecuada para taladrado láser, llenado de cobre, laminación secuencial, inspección, ensamblaje y confiabilidad térmica a largo plazo.
PCBCool soporta proyectos de PCB HDI desde la revisión temprana del diseño hasta la fabricación y el ensamblaje. Si su proyecto involucra microvías apiladas, estructuras de vía en pad, enrutamiento de escape BGA de paso fino o requisitos HDI de alta confiabilidad, nuestro equipo puede ayudar a evaluar los riesgos de fabricación antes de la producción y brindar soporte práctico de fabricación.