La protección del atleta ya no se trata solo del tratamiento después de una lesión. Más equipos deportivos ahora utilizan el análisis continuo de datos para comprender la condición física, el estado de recuperación y los riesgos para la salud antes de que los problemas se vuelvan serios.
Una startup europea de rendimiento deportivo llegó PS Electronics Con esta idea en mente: una pulsera portátil personalizada que pudiera admitir el monitoreo continuo de atletas en entornos de entrenamiento reales.
El concepto era familiar, pero los requisitos no lo eran. Lo que parecía una sencilla pulsera deportiva sin pantalla se convirtió rápidamente en un complejo proyecto de ingeniería que implicaba la estabilidad de la señal, la impermeabilización, los materiales en contacto con la piel y la fiabilidad a largo plazo.
Entonces, ¿cómo lo manejó PS Electronics?
Los dispositivos wearables disponibles en el mercado, fabricados por empresas consolidadas, miden entre tres y seis biomarcadores con una precisión de ±10–20%. La modelización profesional de la fatiga y la predicción del riesgo de lesiones en deportistas requieren una precisión de ±5% o superior en todos los parámetros simultáneos.
Para este proyecto, un dispositivo portátil comercial no fue suficiente. Sus requisitos incluían:
| Área de requisitos | Lo que el Cliente Necesitaba |
|---|
| Monitorización de biomarcadores | Medición continua de FC, VFC, temperatura de la piel, SpO2, presión arterial basada en PPG y PTT, y GSR |
| Forma del producto | Factor de forma de pulsera sin pantalla |
| Marca | Colores OEM, logo y correas intercambiables |
| Transmisión de datos | Transmisión continua BLE a la infraestructura backend propia del club |
| Impermeabilización | Clasificación de inmersión en agua IP68 |
| Seguridad de contacto con la piel | Pruebas de biocompatibilidad para contacto con la piel ISO 10993 |
El problema de ingeniería no era una sola línea de esa lista. Era cómo estos requisitos interactuaban dentro de una pulsera compacta.
- La GSR adquiere señales bioelectroquímicas en el rango de microvoltios a 0.5–50 Hz, un frontend que es extremadamente sensible al ruido de tierra de sensores adyacentes y reguladores conmutados que comparten el mismo plano de PCB.
- El sellado IP68 requiere materiales de unión hermética que deben pasar simultáneamente el cribado de citotoxicidad ISO 10993-5; no todos los selladores de alto rendimiento califican.
- La PCB rígida-flexible debe soportar más de 100.000 ciclos de flexión en la articulación de la muñeca según IPC-6013E Clase 3, manteniendo al mismo tiempo pistas de impedancia controlada para la antena BLE.
En otras palabras, este no fue simplemente un proyecto de selección de sensores. Fue un problema de ingeniería a nivel de sistema.
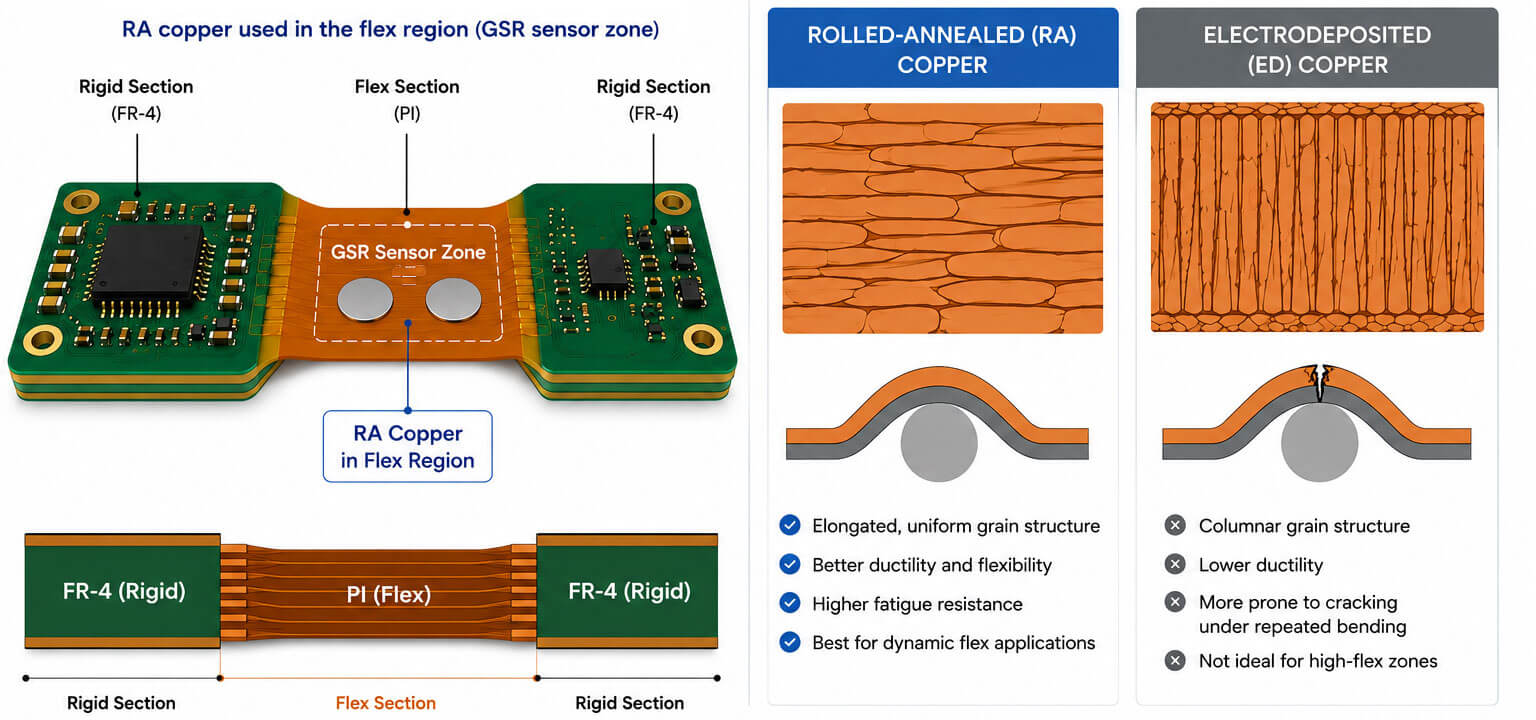
La pila de PCB utilizó una construcción híbrida de poliimida (PI) y FR-4, calificada según IPC-6013E Clase 3. La zona del sensor GSR utilizó una estructura de 4 a 6 capas con lámina de cobre recocida (RA) a través de la región flexible.
Se seleccionó el cobre RA porque la pulsera tenía que soportar flexiones repetidas durante el uso diario. Con un radio de flexión mínimo de 3 T, el cobre RA puede soportar una fatiga de flexión superior a 100 000 ciclos de flexión, ofreciendo una resistencia a la fatiga significativamente mejor que el cobre estándar depositado electrolíticamente (ED) en las mismas condiciones de flexión.
Esto no es una sobre especificaciòn: IPC-6013E Clase 3 requiere una confiabilidad de flexión a largo plazo demostrada para aplicaciones de flexión dinàmica, y los dispositivos de muñeca califican como dinàmicos por definiciòn.
Las trazas de señal GSR se enrutaron dentro de la zona flexible, sin cruces de cobre en la línea central de la curva, siguiendo los principios de diseño IPC-2223. Se utilizó un vaciado de cobre continuo de plano de tierra para ayudar a proteger el dominio analógico GSR de la etapa de potencia de conmutación en secciones rígidas adyacentes.
La arquitectura rígida-flexible también eliminó el conector ZIF o FPC que normalmente conectaría un cable flexible separado a una placa rígida. En un dispositivo diseñado para más de 100,000 ciclos de flexión y exposición diaria al sudor, ese conector se convertiría en uno de los puntos de fallo mecánico de mayor riesgo.
Quitarlo fue una decisión de fiabilidad, no una decisión de coste.
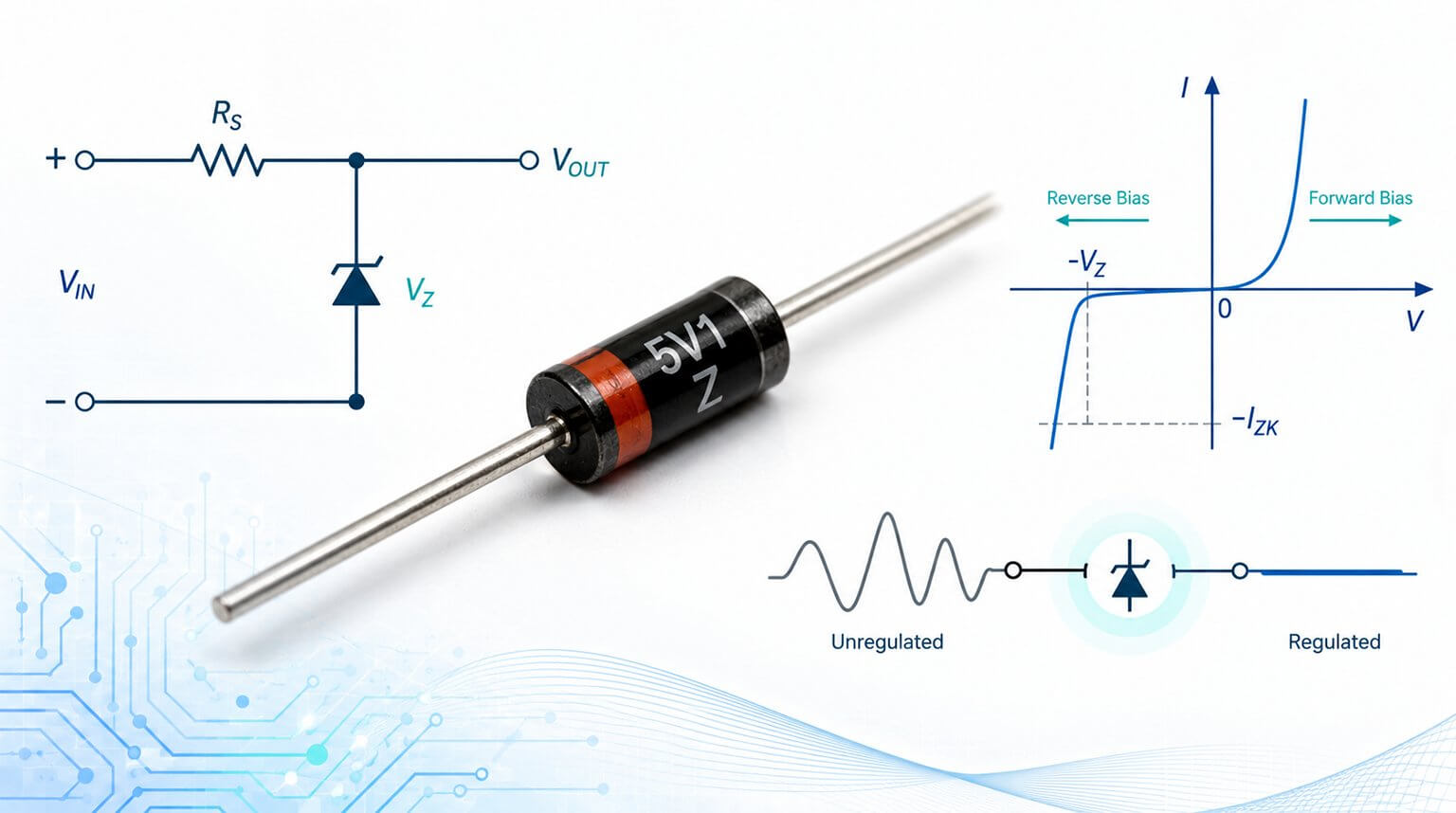
La medición de la GSR aplica una excitación DC constante por debajo de 0.5V a través de dos electrodos secos de Ag/AgCl en la superficie interna de la muñeca, y luego mide la corriente resultante para derivar la conductancia de la piel.
El amplificador instrumental fue diseñado en torno a los siguientes objetivos:
| Parámetro | Especificación |
|---|
| Ruido de fondo | <5 μVrms, 0.1–10 Hz |
| Impedancia de entrada | 1 GΩ |
| CMRR | 110 dB |
| Resolución ADC | sigma-delta de 24 bits |
| Banda de paso | 1–40 Hz, filtro activo |
Estas especificaciones se refieren a la norma IEC 60601-2-47, que rige el equipo electrocardiográfico ambulatorio y define los límites de rendimiento de base para los sensores de biopotenciales de muñeca.
El material del electrodo también fue crítico. El Ag/AgCl mantiene una impedancia interfacial estable en entornos de electrolito de NaCl, lo que se acerca a la condición creada por el sudor. Los electrodos de acero inoxidable o níquel pueden desarrollar potenciales de polarización inestables bajo contacto sostenido con la transpiración, lo que provoca deriva de desfase CC y corrompe la línea de base de conductancia.
Para una pulsera que se usa continuamente durante el entrenamiento, la estabilidad de la medición bajo el sudor no es un caso excepcional. Es parte del entorno operativo normal.
Por lo tanto, Ag/AgCl no era una opción premium. Era la base práctica para una medición estable de GSR.
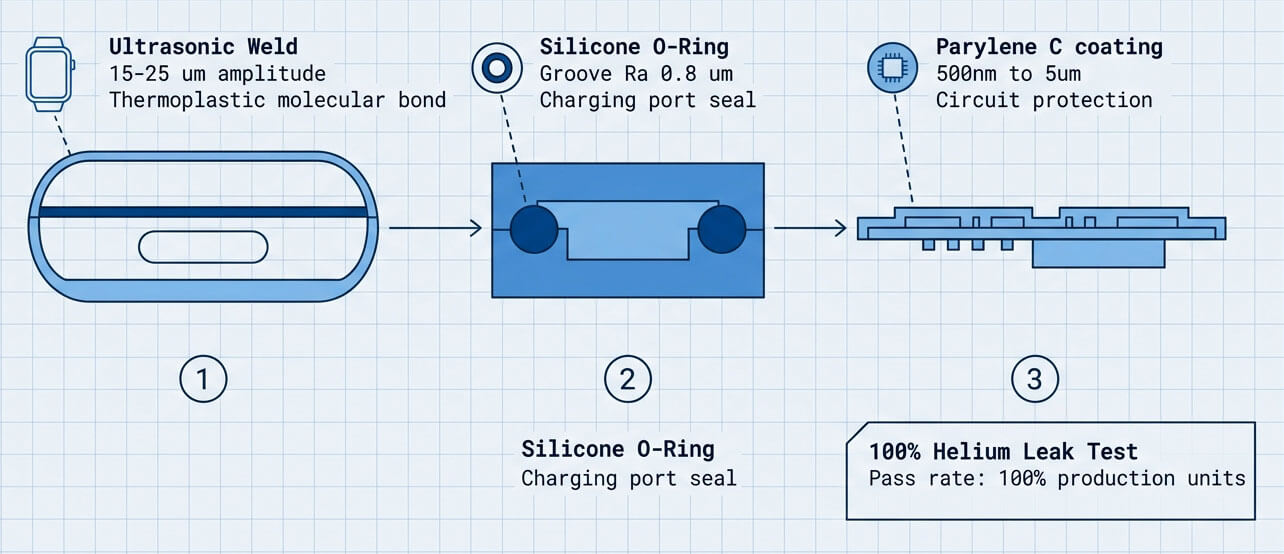
La carcasa principal utilizó soldadura ultrasónica a una amplitud de 15 a 25 μm para crear una unión molecular entre las mitades de la carcasa termoplástica. Esto ayudó a evitar adhesivos o compuestos selladores que pudieran desprender gases o filtrarse bajo ciclos de temperatura corporal, cumpliendo con los estándares de biocompatibilidad ISO 10993.
Para la interfaz de carga, PS Electronics utilizó una junta tórica de silicona de grado médico en una ranura mecanizada a una rugosidad Ra ≤ 0.8 μm. Las regiones críticas del circuito recibieron un recubrimiento conforme de Parylene C de entre 500 nm y 5 μm como barrera secundaria contra la entrada de transpiración a través de microrrutas.
Dos controles de proceso rigen la garantía de impermeabilidad:
- La profundidad de prueba IP68 tuvo que definirse por escrito antes de comprometerse con la herramienta. IEC 60529 especifica el método de prueba IP, pero la profundidad y duración de IP68 son específicas del producto.
- Se utilizó la prueba de fugas mediante espectrometría de masas de helio 100% (tasa de fuga de He ≤ 1×10⁻⁸ Pa·m³/s) en lugar de basarse únicamente en el muestreo por inmersión al final de la línea.
El escenario inalámbrico utilizó BLE 5.0 LE 2M PHY con Data Length Extension habilitado. Esto expandió la carga útil por paquete de los 20 bytes tradicionales a 244 bytes. El ATT MTU se negoció a ≥247 bytes.
A intervalos de conexión de 100 a 400 ms, el rendimiento práctico alcanzó entre 500 y 800 Kbps.
Esto era importante porque los datos de sensores de seis canales pueden exceder rápidamente los límites de las estructuras de paquetes BLE 4.x más antiguas. Con una carga útil de 20 bytes, los datos deben dividirse en varios paquetes, lo que aumenta el tiempo de radio encendido, la latencia y el consumo de batería.
LE 2M PHY con extensión de longitud de datos resolvió el problema a nivel de protocolo en lugar de depender de soluciones alternativas a nivel de aplicación.
La antena BLE se enrutó en la zona de la PCB rígida, alejada de la región flexible y aislada del plano de tierra del frontend analógico para reducir el riesgo de acoplamiento.
| Parámetro | Valor Medido |
|---|
| Ruido de piso del amplificador | <5 μVrms, 0.1–10 Hz |
| Impedancia de entrada | 1 GΩ |
| CMRR | 110 dB |
| Resolución ADC | sigma-delta de 24 bits |
| Banda de paso de señal | 1–40 Hz, filtro activo |
| Parámetro | Resultado |
|---|
| Ciclos de flexión completados | 100.000 |
| Radio mínimo de curvatura | 3T |
| Criterio de aprobación | Sin fractura; ΔR <10% |
| Parámetro | Especificación |
|---|
| Acabado superficial de la ranura del O-ring | Ra ≤ 0.8 μm |
| Amplitud de soldadura ultrasónica | 20 µm |
| Velocidad de fuga por espectrometría de masas de helio | ≤1×10⁻⁸ Pa·m³/s, unidades 100% |
| Parámetro | Valor |
|---|
| FIS | LE 2M |
| carga útil DLE | 244 bytes |
| ATT MTU | 247 bytes |
| Rendimiento práctico | 500–800 Kbps con un intervalo de 200 ms |
Para este tipo de dispositivo portátil, el control de calidad no podría dejarse hasta la inspección final, sino que debe controlarse rigurosamente en cada etapa del proceso de producción.
ISO 13485 gobernó el sistema de gestión de calidad de producción desde los materiales entrantes hasta la inspección saliente.
Todos los materiales en contacto con la piel, incluidos los compuestos de silicona, el stock de electrodos Ag/AgCl y el material de origen de Parylene C, requerían un certificado de conformidad y una hoja de datos de seguridad rastreables hasta el lote de producción.
Esto no fue solo papeleo. Los resultados de las pruebas relacionados con la norma ISO 10993 están vinculados a la formulación del material probado y a los lotes de producción representativos. Un cambio en la producción a una formulación de silicona diferente, incluso del mismo proveedor, puede invalidar las suposiciones de pruebas anteriores.
Durante la producción, PS Electronics aplicó inspecciones de proceso y comprobaciones funcionales antes del ensamblaje final de la carcasa.
Controles clave incluidos:
- AOI en cada proceso SMT
- Inspección por rayos X para componentes BGA y de paso fino
- Verificación a nivel de placa 100% del front-end analógico GSR antes del montaje en carcasa
- Verificación de impedancia de contacto del electrodo a 1 kHz
- Calibración de compensación de amplificadores de instrumentación
- Comprobación de linealidad del ADC frente a una señal de referencia calibrada
Probar el frontal del GSR antes de sellarlo era importante. Una vez que el producto es soldado, recubierto e impermeabilizado, la reelaboración se vuelve difícil y costosa.
Control de calidad saliente centrado en si cada unidad podía cumplir los requisitos funcionales y ambientales del cliente después del ensamblaje.
Las comprobaciones clave incluyeron:
- Inmersión IP68 a la profundidad y duración especificadas por el cliente, documentada por unidad
- Comprobación de fugas de helio del 100% antes de la inmersión
- Medición de potencia de salida RF y sensibilidad de recepción de BLE
- Envejecimiento funcional durante 4 horas a 40 °C para simular la carga térmica de una sesión de entrenamiento
Las pruebas de citotoxicidad ISO 10993-5 y de sensibilización ISO 10993-10 se realizaron a través de un laboratorio acreditado externo utilizando lotes de material representativos de la producción, con trazabilidad mantenida a través del proceso de documentación de calidad.
Durante la discusión del proyecto, el líder de hardware del cliente declaró:
“GSR también sería de gran valor para nosotros.”
Para PS Electronics, esta fue una confirmación significativa. Demostró que el cliente valoraba la aportación de ingeniería proporcionada durante la etapa inicial de revisión, no solo la capacidad de fabricación final.
PCBCool es la marca de marketing digital de PS Electronics, creada para facilitar a los clientes globales el acceso a nuestros servicios de fabricación de PCB, PCBA y electrónica. Detrás PCBCool es el mismo sistema de fabricación que soporta FPC de 1-6 capas, placa rígida de 1-40 capas, y sistema de certificación.
Si está trabajando en un proyecto similar de electrónica usable, sensor IoT o electrónica adyacente a dispositivos médicos, no dude en ponerse en contacto PCBCool para discutir su diseño, ruta de fabricación y requisitos de producción.