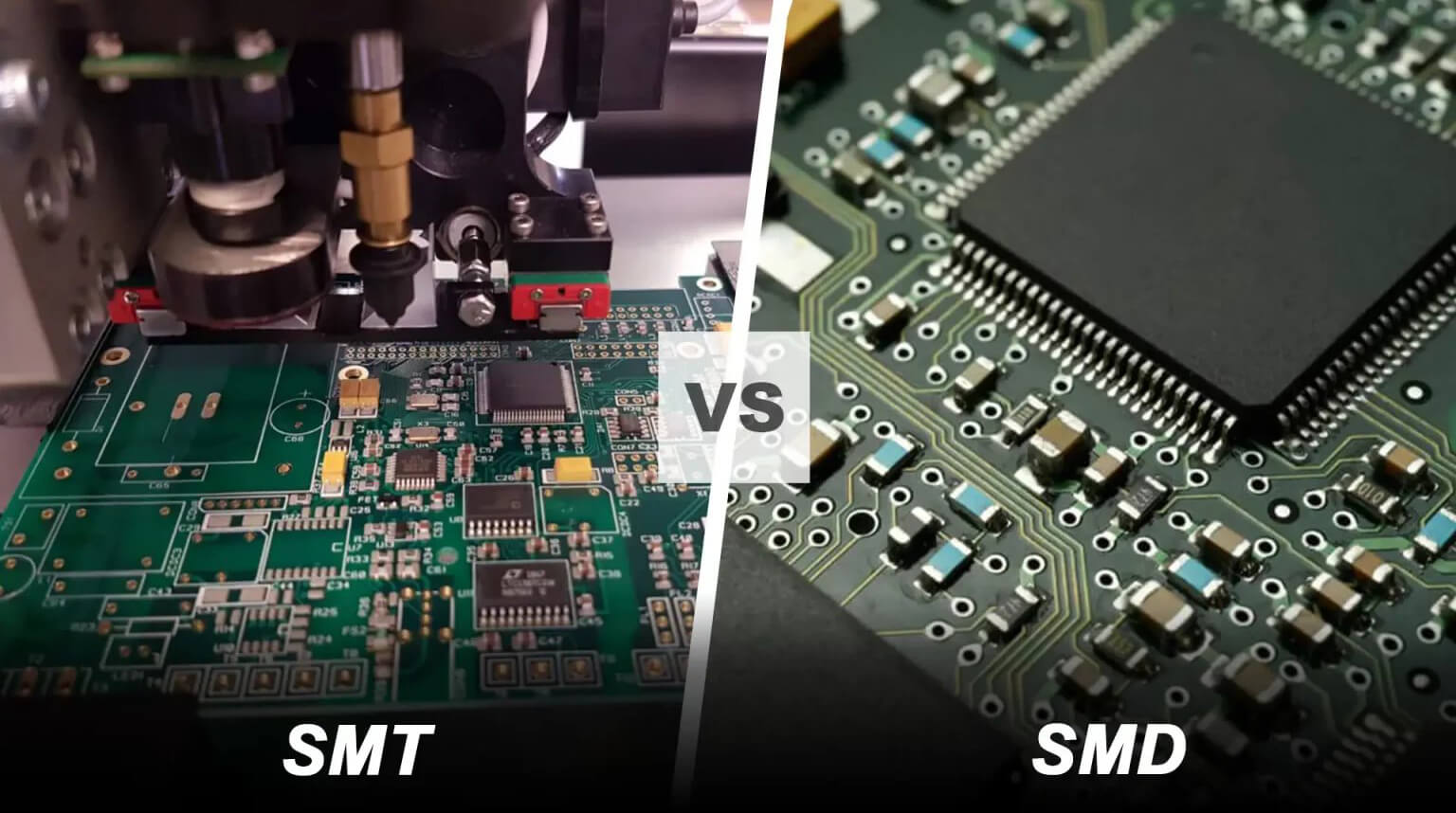
A medida que los productos electrónicos se vuelven más pequeños y potentes, los dispositivos de montaje superficial (SMD) se han convertido en la norma, impulsando la industria de la fabricación de electrónica hacia la era de la tecnología de montaje superficial (SMT). La colocación precisa y eficiente de componentes SMD se ha convertido en un parámetro crítico para la experiencia técnica y el rendimiento de producción de un proveedor de EMS.
A diferencia de la soldadura manual tradicional, ensamblaje profesional SMT no es solo un paso único, es un proceso completamente estandarizado y de ciclo cerrado que incluye preparación, producción central, control de calidad y posprocesamiento. Cada etapa sigue pautas de proceso estrictas, requiere equipos especializados y se adhiere a estándares de calidad medibles.
Esta guía lo lleva al interior de un entorno de producción real de EMS (Sistemas de gestión de energía). Siguiendo estándares de la industria como IPC-A-610J (Aceptabilidad de ensamblajes electrónicos) e IPC J-STD-001J (Requisitos para ensamblajes eléctricos y electrónicos soldados), y basándose en años de experiencia práctica en la producción en masa de SMT (Tecnología de montaje superficial), PCBCool proporciona un desglose completo del proceso de ensamblaje SMT. Los parámetros del proceso y las especificaciones operativas compartidos aquí provienen directamente de líneas de producción del mundo real, no de laboratorios teóricos, lo que ofrece perspectivas prácticas que los ingenieros y profesionales de adquisiciones pueden utilizar realmente.
Basándonos en más de 20 años de experiencia en proyectos de placas de circuito impreso, hemos constatado que aproximadamente el 70 % de los problemas de producción se remontan a las primeras fases de diseño y preparación. Para hacer frente a esta situación, hemos optimizado nuestro flujo de trabajo: desde el momento en que recibimos la consulta de un cliente, nuestro equipo de ingeniería se implica de forma proactiva en la colaboración en materia de DFM (diseño para la fabricabilidad) con el fin de garantizar que el diseño se ajuste plenamente a los requisitos del proceso de montaje superficial (SMT).
Las consideraciones clave de DFM durante el diseño de PCB incluyen:
- Diseño de almohadilla: Siguiendo los estándares IPC-7351, las dimensiones y el espaciado de las almohadillas se adaptan al encapsulado del componente. Por ejemplo, las almohadillas de resistencias 0402 suelen ser de 1,0 mm × 0,5 mm ±0,05 mm, mientras que las almohadillas BGA necesitan una coincidencia precisa con el diámetro de la esfera y espacio para la inspección de rayos X.
- Puntos de Referencia (Marcar Puntos): Los puntos de referencia de alineación se colocan en las esquinas opuestas de la PCB (al menos dos puntos, de 1,0–2,0 mm de diámetro), sin componentes cercanos ni serigrafía a menos de 3 mm.
- Diseño de Componentes: Los componentes similares se orientan de manera consistente. Los componentes de alta potencia se distribuyen lejos de los dispositivos sensibles a la temperatura. Los componentes de paso fino se colocan al menos a 3 mm de los bordes de la placa, con un espaciado mínimo de 0.3 mm (CI de precisión ≥0.5 mm).
- Gestión térmica: Los componentes de alta potencia utilizan pads térmicos y vías (≤0.3mm) junto con aperturas de máscara de soldadura para ayudar a disipar el calor de manera efectiva.
- Diseño de Procesos de Borde: Reserve 5–10 mm de bordes de proceso en ambos lados de la PCB y orificios de alineación de 3,0 mm ±0,1 mm. Las placas sin bordes de proceso requieren utillajes dedicados.
Durante la revisión de la lista de materiales (BOM), nuestros ingenieros de materiales trabajan con los ingenieros de DFM para evaluar las listas de materiales proporcionadas por el cliente en cuanto a compatibilidad, disponibilidad y cumplimiento:
- Compatibilidad de materiales: Verificar el ajuste del componente a la almohadilla y la compatibilidad de la pasta de soldar/fundente.
- Provisión de Material Identificar componentes obsoletos o difíciles de encontrar, sugerir alternativas y marcar los componentes sensibles a la humedad (MSL ≥3) con los requisitos adecuados de almacenamiento y horneado.
- Cumplimiento de Estándares de Materiales Confirme el modelo y las especificaciones, observe el formato del empaque (cinta y carrete, bandeja, a granel). Las piezas de cinta y carrete siguen los estándares EIA-481; las piezas en bandeja cumplen con los estándares JEDEC.
Una vez completado, PCBCool genera un informe de optimización de DFM y un informe de revisión de la lista de materiales, en los que se señalan los defectos de diseño y se recomiendan medidas correctivas. Desde que se implementó este flujo de trabajo, las tasas de defectos en la línea de SMT se han reducido en aproximadamente un 60 %, lo que ha supuesto un ahorro de unos 30 % en los costes de rediseño para los clientes.
Las fábricas de ensamblaje SMT de primer nivel integran el Control de Calidad de Entrada (IQC) en sus sistemas generales de gestión de calidad para garantizar que cada lote de materiales cumpla con estrictos estándares antes de entrar en la línea de producción.
El muestreo generalmente sigue el estándar AQL 1.0 (GB/T 2828.1), con procedimientos de inspección adaptados a diferentes tipos de materiales.
- Apariencia: Las placas deben estar libres de arañazos y óxido, y presentar superficies limpias. El espesor de la máscara de soldadura debe ser de 10-25 μm, sin desprendimientos ni burbujas. La serigrafía debe ser nítida y legible. Las almohadillas deben estar libres de óxido (oro ENIG ≥ 0,1 μm). La deformación de la placa debe ser ≤ 0,51 TP3T (para un espesor de 1,6 mm, < 0,2 mm/m).
- Dimensiones: Medido con calibradores o un microscopio/proyector. Largo/ancho de la PCB ±0.1mm; tamaño de pad ±0.05mm; tamaño/posición de puntos de marca ±0.05mm; diámetro de agujero pasante ±0.1mm, posición ±0.05mm.
- Rendimiento Eléctrico: Las pruebas de sonda volante para continuidad (≤ 50 mΩ) y aislamiento (≥ 10¹² Ω) previenen cortocircuitos o circuitos abiertos. Las placas multicapa y HDI se verifican para la alineación de capas (≤ 0.05 mm).
- Empaquetado: Las placas se envasan al vacío con desecante y tarjetas indicadoras de humedad (≤101 % HR). El plazo de conservación es de 6 meses; una vez abierto el envase, deben colocarse en un plazo de 48 horas; de lo contrario, será necesario hornearlas.
- Apariencia: Los pines deben ser brillantes y estar libres de oxidación o daños. Los paquetes no deben estar agrietados ni rotos. Empaques de cinta intactos, componentes sujetos de forma segura.
- Dimensiones: Las dimensiones de los componentes deben coincidir con las especificaciones de la hoja de datos (por ejemplo, resistencia 0402 de 1.0 × 0.5 mm ±0.1 mm). El espaciado de los pines (QFP de 0.4 mm ±0.02 mm) y la coplanaridad (QFP/BGA ≤0.1 mm) deben cumplirse.
- Rendimiento Eléctrico: Se han tomado muestras de 1% de componentes para comprobar su resistencia, capacitancia o conductividad de diodos dentro de los límites de tolerancia indicados en la ficha técnica. Se han revisado los chips para detectar defectos visuales, comprobar la integridad de los pines y, en caso necesario, su funcionalidad.
- Soldabilidad: 10 componentes sumergidos en soldadura sin plomo a 245 ℃ durante 5 segundos; humectación de la soldadura ≥90%, sin puntos fríos ni desprendimientos. Los componentes sensibles a la humedad (MSL 3) se someten a un proceso de secado a 125 ℃ durante 24 horas si han sido abiertos previamente.
- Apariencia: La pasta debe ser lisa, de color uniforme, sin grumos ni oscurecimiento. Las etiquetas deben indicar el modelo, la fecha de producción y la vida útil. La pasta sin abrir almacenada a 5–10℃; vida útil 6 meses.
- Viscosidad Medido a 25 ℃ con un viscosímetro rotacional (Brookfield DV2T). Pasta sin plomo: 200–300 Pa·s ±10%.
- Contenido de metal: 10 g fundidos a 250 ℃; contenido de metal deseado: 40-50 % %.
- Vida útil después de abrir: Vida útil a 20–25 % en frío al 24 h; agitar durante 3–5 minutos antes de usar para asegurar la uniformidad, sin sedimentación.
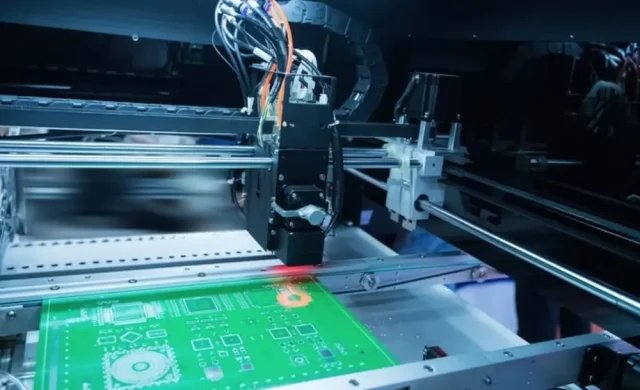
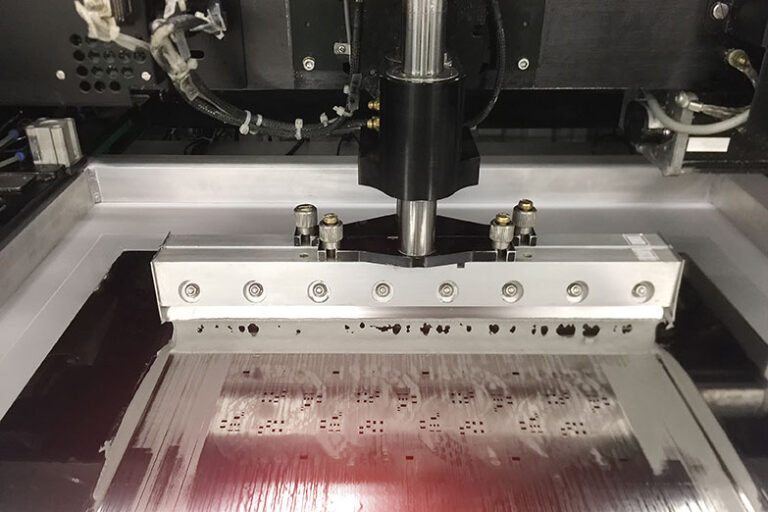
La impresión de pasta de soldar es uno de los pasos más críticos en el ensamblaje SMT. Su objetivo principal es depositar uniformemente pasta de soldar en las almohadillas de la PCB, proporcionando una base estable para la colocación de componentes y la soldadura por reflujo, y garantizando uniones de soldadura de alta calidad. Así es como funciona:
- Carga de PCB: Las PCBs se transportan a la impresora de plantillas utilizando AGVs (vehículos de guiado automático) y se mueven continuamente a lo largo del sistema transportador, fluyendo sin problemas hacia los procesos SMT posteriores hasta que el ensamblaje esté completo.
- Alineación de PCB: El sistema de visión CCD de la impresora detecta automáticamente los puntos de referencia de la PCB para una alineación precisa, con una exactitud de posicionamiento de ±10μm. La altura de la plataforma se ajusta para garantizar un contacto estrecho entre la PCB y la plantilla, manteniendo una separación de ≤0,02 mm.
- Aplicación de pasta de soldar La pasta de soldar bien mezclada se aplica uniformemente sobre la plantilla, asegurando que todas las aberturas queden completamente cubiertas.
- Impresión automática: La impresora ejecuta el movimiento de impresión según parámetros de proceso preestablecidos, que incluyen el ángulo de la rasqueta, la velocidad, la presión y la velocidad de separación. La rasqueta se mueve a una velocidad constante, presionando la pasta a través de las aberturas de la plantilla y depositándola uniformemente en las almohadillas de la PCB.
- Desmoldado Después de imprimir, la plantilla se levanta de la PCB a una velocidad controlada de 0.5–3 mm/s, lo que evita el arrastramiento o el puenteo de la pasta de soldadura.
La inspección de pasta de soldadura (SPI) es un paso fundamental del control de calidad que se lleva a cabo inmediatamente después de la impresión de la pasta de soldadura. Mediante la tecnología de escaneo óptico de franjas de moiré, la SPI realiza una inspección 100% de cada placa de circuito impreso, detectando con precisión los defectos de impresión que podrían afectar a la calidad de las uniones de soldadura. Así es como funciona:
- Carga de Plantilla: El sistema SPI identifica automáticamente el modelo de PCB y carga la plantilla de inspección de pasta de soldar correspondiente.
- Escaneo automático: La óptica de alta resolución escanea todas las áreas de las almohadillas de PCB, capturando datos clave como el espesor, el área, el volumen, la posición y la forma de la pasta de soldar. Estos datos se comparan en tiempo real con estándares de proceso preestablecidos para garantizar la consistencia.
- Evaluación de Defectos: El sistema evalúa automáticamente si la pasta de soldar cumple con los requisitos de calidad. Cualquier anomalía se marca con la ubicación y el tipo de defecto, activa alarmas y se carga en el sistema MES para su trazabilidad y acción correctiva.
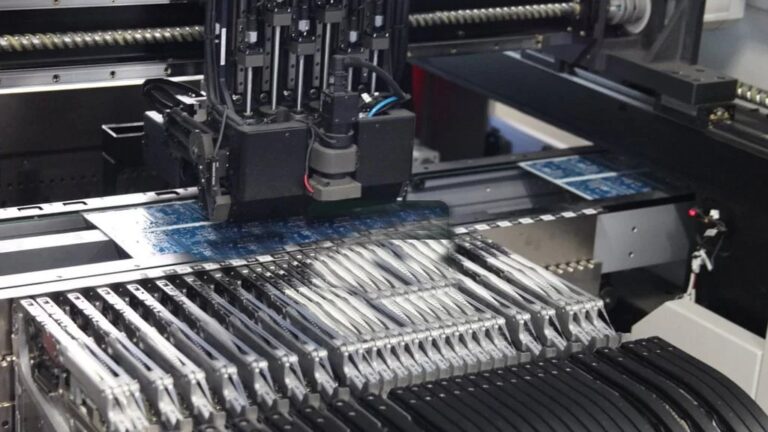
La colocación de componentes es el proceso de posicionar con precisión componentes SMD —resistencias, condensadores, circuitos integrados, conectores y más— en las pastillas de la PCB. Es uno de los pasos más críticos en el ensamblaje SMT, que exige los más altos niveles de precisión tanto en el equipo como en el control del proceso. Así es como funciona:
- Recogida de componentes: El cabezal de colocación se mueve a la ubicación del alimentador según el programa y utiliza boquillas de vacío del tamaño adecuado para recoger componentes. Después de la recogida, el sistema de visión comprueba y corrige la posición, rotación y polaridad del componente para garantizar la precisión.
- Colocación de componentes: Una vez calibrado, el cabezal de colocación mueve los componentes a sus almohadillas objetivo a alta velocidad, colocándolos cuidadosamente sobre la pasta de soldar con altura y presión precisas.
- Coordinación de Múltiples Cabezas: Las máquinas de colocación avanzada —como la serie X de Siemens— cuentan con múltiples cabezales de colocación que pueden recoger y colocar diferentes tipos de componentes simultáneamente, mejorando drásticamente el rendimiento y la eficiencia de la producción.
Mediante la combinación de imágenes de alta resolución con algoritmos avanzados (incluido el aprendizaje profundo en los sistemas modernos), AOI lleva a cabo una inspección 100% de cada placa de circuito impreso para verificar la precisión de la colocación antes del reflujo. Así es como funciona el proceso:
- Carga de Plantilla: El sistema identifica automáticamente el modelo de la placa de circuito impreso y carga el programa y el conjunto de parámetros de inspección correspondientes.
- Escaneo automático: Las cámaras AOI escanean la PCB desde múltiples ángulos, capturando datos sobre la posición, polaridad, rotación y apariencia general de los componentes. Estos datos se comparan luego con estándares predefinidos en tiempo real.
- Evaluación de Defectos: El sistema determina automáticamente si la colocación cumple con los requisitos de calidad. Cualquier defecto se marca con ubicación y tipo, activa alarmas y se carga en el sistema MES, enlazando los datos del lote de PCB, la máquina y el operador para una trazabilidad completa y análisis del proceso.
- Inspección y Manipulación de Rückbesichtigung y manipulación: Las PCB marcadas por la inspección óptica automática (AOI) son revisadas por operadores, quienes utilizan típicamente microscopios de alta magnificación (hasta 50×) para examinar de cerca los defectos sospechosos. Basándose en los hallazgos, los operadores pueden confirmar o descartar defectos, ajustar los parámetros de la máquina, resolver problemas de alimentadores y reiniciar la producción si es necesario.
La soldadura por reflujo es donde todo se junta. La PCB ensamblada pasa a través de un horno de reflujo siguiendo un perfil de temperatura cuidadosamente controlado, lo que permite que la pasta de soldar se derrita, moje las almohadillas y los terminales de los componentes, y luego se solidifique en juntas de soldadura fiables durante el enfriamiento. Como uno de los pasos más críticos en el ensamblaje SMT, la calidad de la junta de soldadura tiene un impacto directo tanto en el rendimiento eléctrico como en la fiabilidad a largo plazo. Todos los resultados deben cumplir con las normas IPC J-STD-001J.
Esto es lo que sucede durante el proceso:
- Control de Perfil de Temperatura: El horno de reflujo opera basándose en un perfil de temperatura predefinido, adaptado a las características de la pasta de soldar y los componentes. Las PCB se mueven a través de cuatro zonas clave: precalentamiento, remojo, reflujo y enfriamiento, guiando la pasta de soldar a través de una transición controlada de sólido → líquido → sólido.
- Monitoreo de procesos Los operadores monitorean continuamente los parámetros clave en tiempo real, incluidas las temperaturas de zona, la velocidad del transportador y, cuando corresponde, el flujo de nitrógeno y los niveles de oxígeno. Cualquier desviación (como una variación de temperatura de ±2 °C o irregularidades en el transportador) activa una alarma y pausa la producción para una corrección inmediata.
- Descarga de PCB: Después del reflujo, las placas se transportan automáticamente hacia la salida. Los operarios con guantes antiestáticos transfieren las PCBs a bandejas antiestáticas, evitando el contacto directo con las juntas de soldadura para prevenir contaminación o daños.
- Trazabilidad de lotes: Se registran datos críticos del proceso para cada lote, incluidos los perfiles de temperatura, el tiempo de ciclo, el uso de nitrógeno (si corresponde) y los resultados de rendimiento.
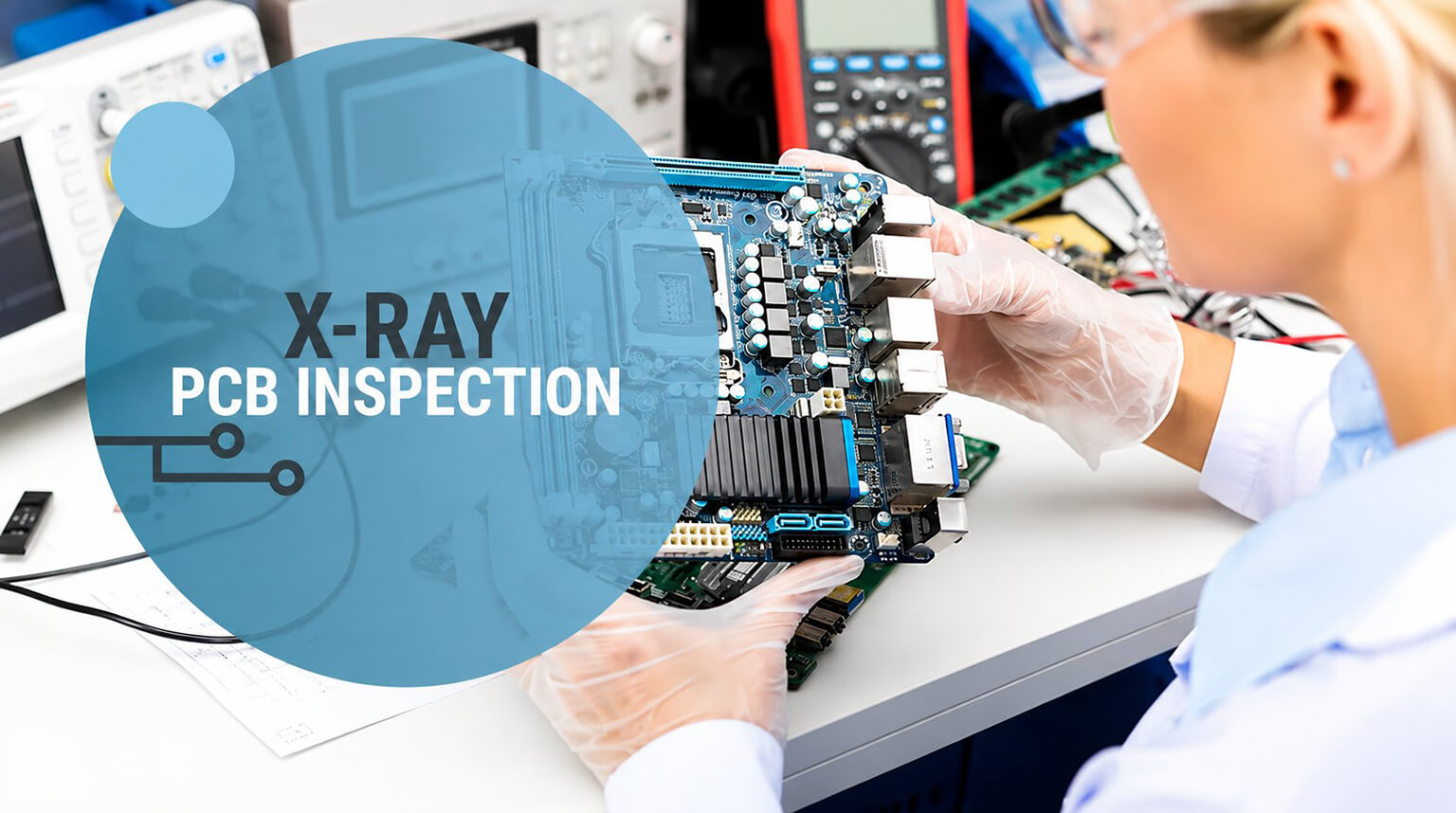
La inspección por rayos X es una técnica no destructiva utilizada para examinar juntas de soldadura ocultas en encapsulados como BGA, QFP y CSP. Dado que estas conexiones no son visibles para la AOI ni para el ojo desnudo, la inspección por rayos X desempeña un papel fundamental en la detección de defectos internos, especialmente en aplicaciones de alta fiabilidad como la automoción, dispositivos médicos y productos electrónicos de consumo de gama alta.
Así es como funciona el proceso:
- Posicionamiento de PCB: Las placas de circuito impreso se colocan en la plataforma de inspección de rayos X utilizando accesorios dedicados para garantizar la estabilidad y la cobertura adecuada de las áreas de componentes críticos.
- Configuración de Parámetros: La intensidad de los rayos X y los ángulos de inspección (normalmente ajustables de 0 a 90°) se configuran en función del grosor de la placa y el tipo de componente. Se carga el programa de inspección apropiado, junto con los criterios de defecto predefinidos.
- Escaneo automático: El sistema escanea la PCB y genera imágenes detalladas de las estructuras internas de soldadura. Algoritmos avanzados de análisis de imágenes identifican defectos como vacíos, uniones frías, puentes de soldadura y soldadura insuficiente. El sistema también marca las ubicaciones de los defectos y calcula métricas clave como la relación de vacíos y la tasa de relleno de soldadura.
- Verificación manual: Los operadores revisan las áreas marcadas, ajustando los ángulos de visión o la magnificación según sea necesario. En algunos casos, los defectos sospechosos se verifican con microscopios para minimizar los falsos positivos.
- Registros de inspección: Se registran los datos de inspección de cada PCB, incluidos el tipo de defecto, el índice de vacíos, la tasa de relleno de soldadura y el tiempo de inspección, para generar un informe completo para la trazabilidad y las auditorías de calidad.
El ensamblaje SMT no es solo una secuencia de máquinas y procesos, es un sistema rigurosamente controlado donde el diseño, los materiales, el equipo y el control de calidad deben funcionar en conjunto. La diferencia entre un producto confiable y uno problemático a menudo se reduce a qué tan bien se ejecutan y administran cada uno de estos pasos.
Para los ingenieros y los equipos de producto, comprender este flujo de trabajo no solo es útil, sino esencial para tomar mejores decisiones de diseño, reducir riesgos y lanzar productos al mercado más rápido.
En PCBCool, nos especializamos en la entrega de soluciones integrales Servicios de ensamblaje SMT construido alrededor de la experiencia real de producción, no de la teoría. Desde la colaboración DFM en las primeras etapas hasta la inspección final y el aseguramiento de la calidad, nuestro equipo trabaja en estrecha colaboración con los clientes para garantizar que cada diseño sea fabricable, cada proceso esté optimizado y cada placa cumpla con estrictos estándares de confiabilidad.