

Artículos Relacionados
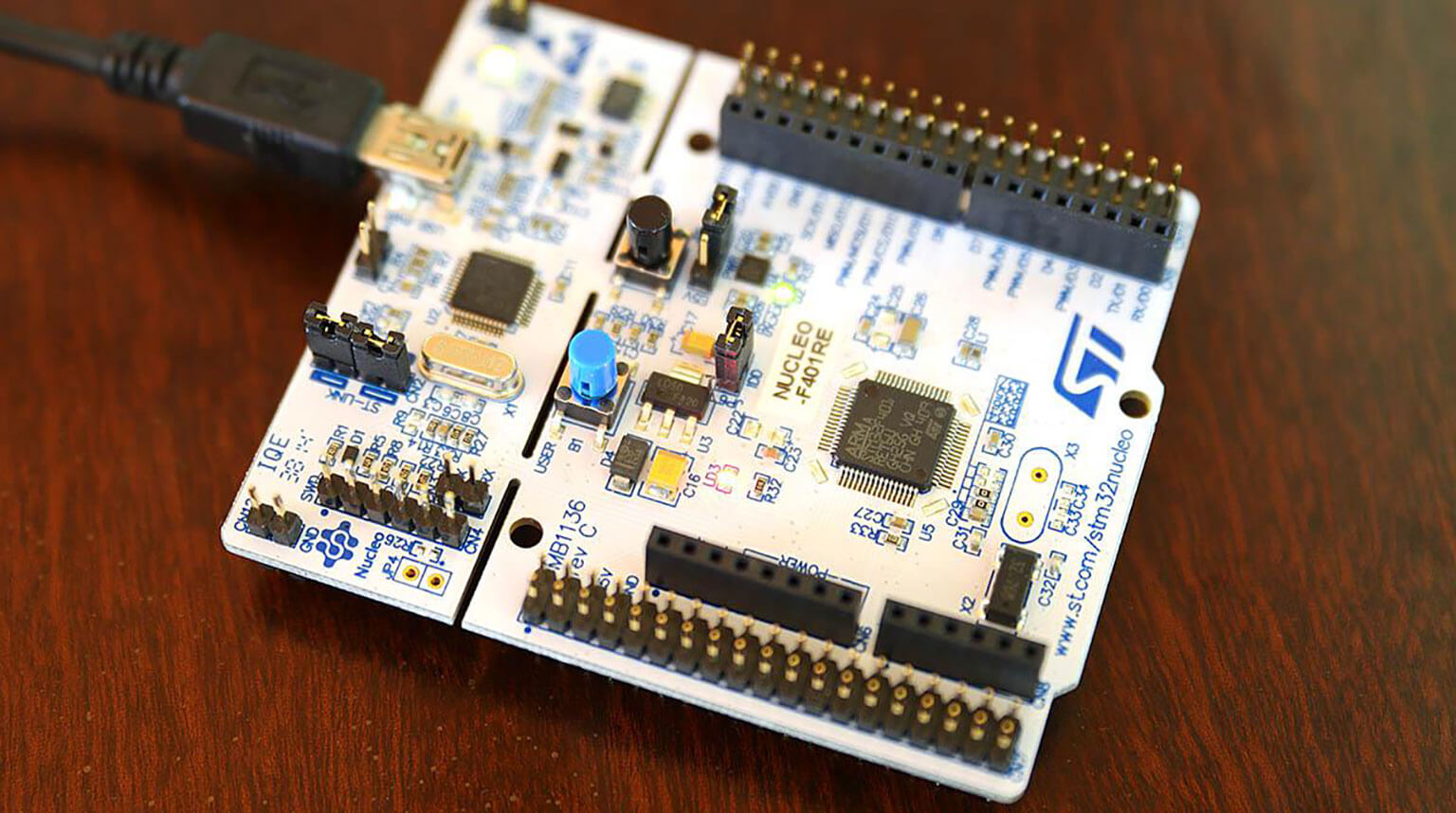
Guía completa para elegir el STM32 adecuado
Con miles de referencias de STM32 disponibles, elegir la correcta puede ser difícil. Esta guía de PCBCool reduce las opciones en seis pasos prácticos.

Estudio de caso: Placa de circuito impreso (PCBA) del sensor de contador de ejes en vía
Observe cómo PCBCool entregó un conjunto de placas de circuito impreso (PCB) para sensores de contador de ejes para vías, llave en mano, y expandió un prototipo de 20 unidades a un programa de señalización ferroviaria de 800 unidades.

Estudio de caso de prototipo de PCB de carcasa para luz LED lineal personalizada
Vea cómo PCBCool diseñó una PCB de luz LED lineal blanca y ámbar de doble canal dentro de restricciones mecánicas fijas, lo que llevó a la aprobación de una compilación de prototipos de 20 unidades.
Cómo un acuerdo de confidencialidad protege su proyecto de PCB y los archivos de diseño
Un Acuerdo de Confidencialidad (NDA, por sus siglas en inglés) es un acuerdo legalmente vinculante de confidencialidad que protege los archivos de diseño de PCB, las listas de materiales (BOM), el firmware y los datos comerciales al limitar el acceso, uso y divulgación de los mismos.

Fundamentos de VLSI: Conceptos, Principios y Estructura Explicados
La integración a muy gran escala (VLSI, por sus siglas en inglés), es la tecnología de integrar millones o miles de millones de transistores en un solo chip para potenciar los sistemas electrónicos modernos.
La Guía Completa para el Diseño de PCB de Alta Corriente
Aprenda a diseñar placas de circuito impreso (PCB) confiables de alta corriente con el espesor de cobre adecuado, el ancho de las pistas, la gestión térmica, los materiales y los componentes para la producción.
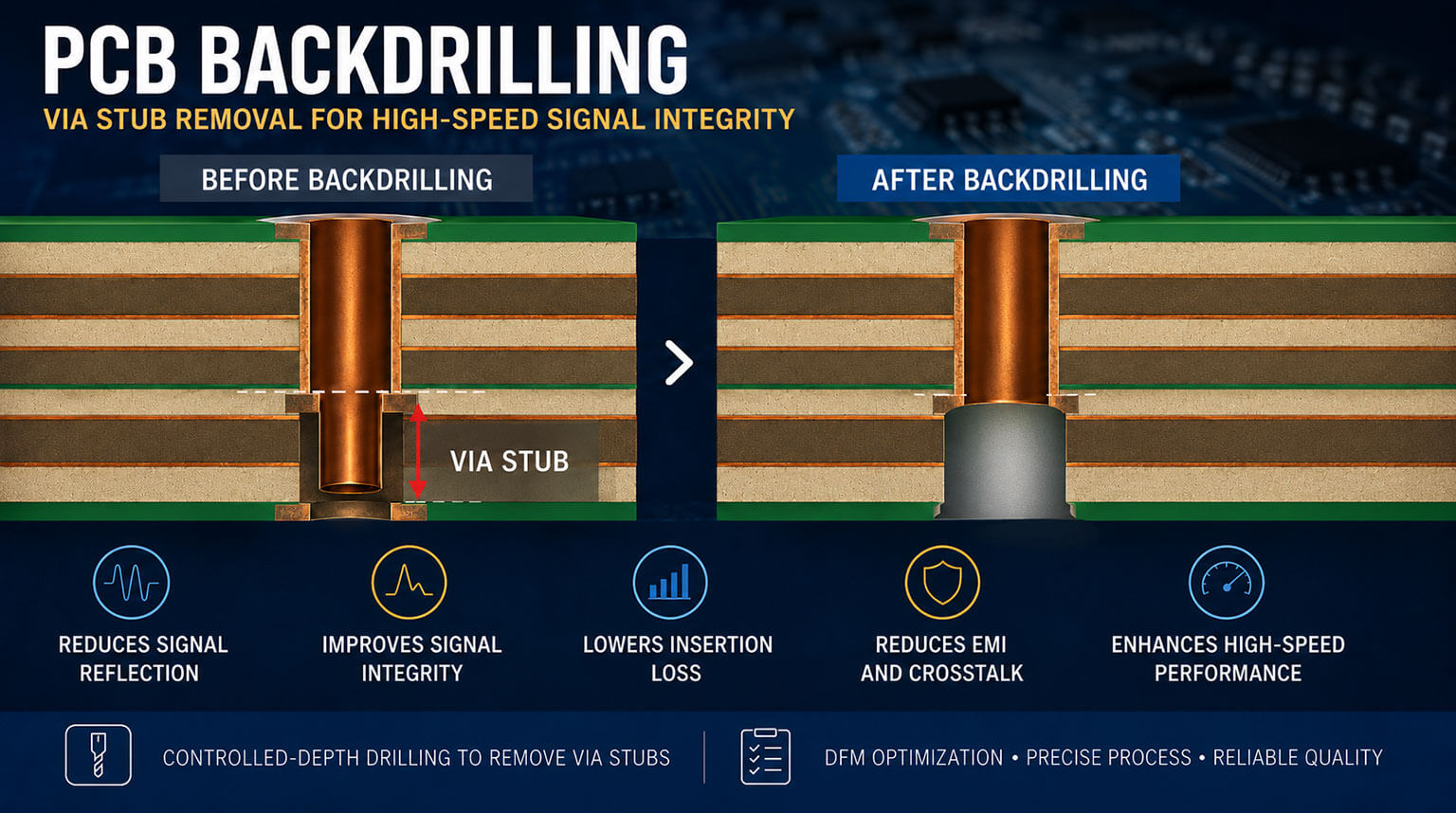
Todo lo que necesita saber sobre el taladrado posterior de PCB
El taladrado posterior de PCB (PCB backdrilling) es un proceso de taladrado de profundidad controlada que se utiliza para eliminar las "vías stub" (residuos de vías) en PCBs multicapa, ayudando a mejorar la integridad de la señal en diseños de alta velocidad.
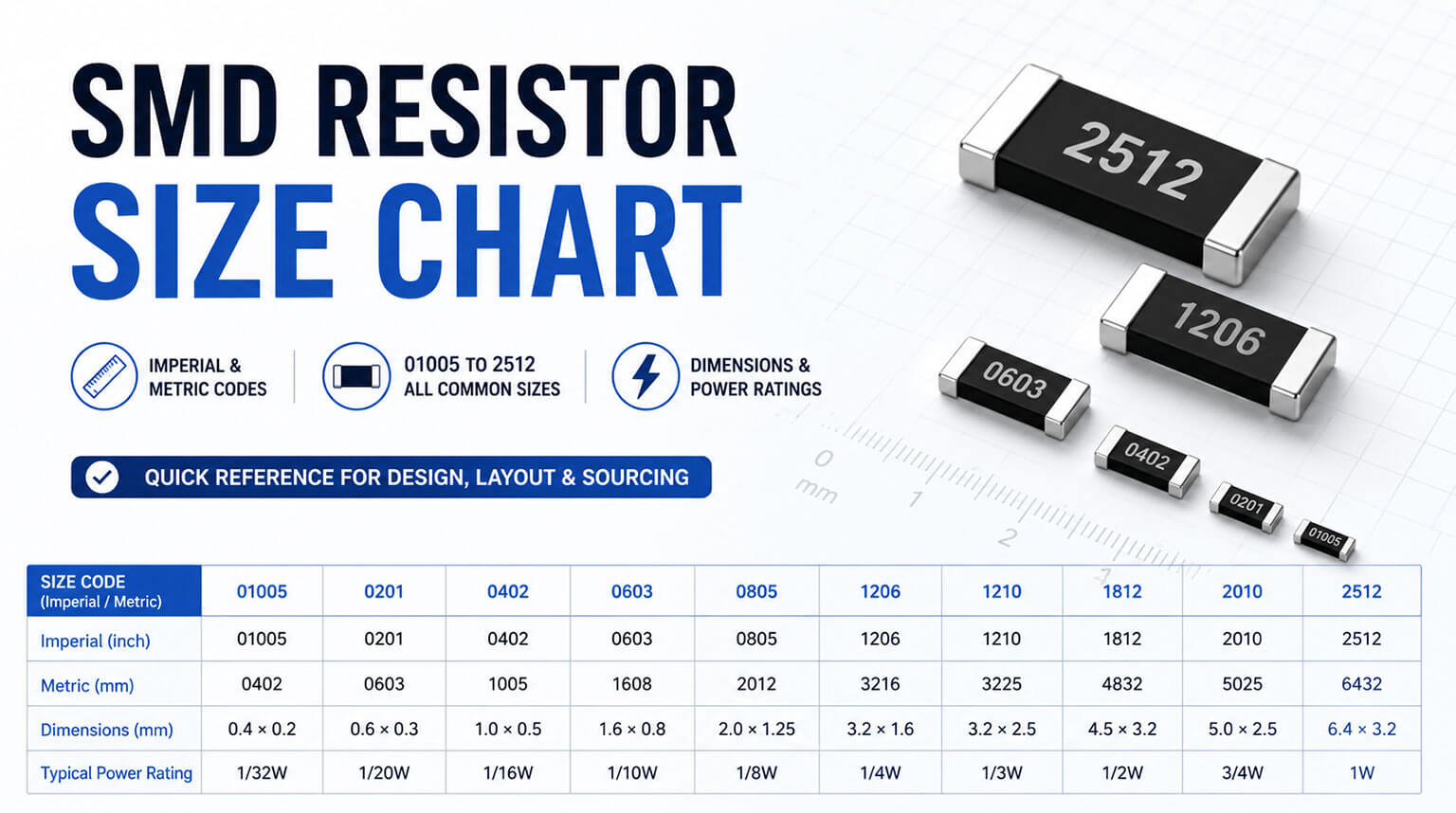
Tabla de tamaños de resistencias SMD
Utilice esta tabla de tamaños de resistencias SMD para comparar rápidamente los paquetes 01005–2512, los códigos imperiales y métricos, las dimensiones y las potencias nominales típicas.
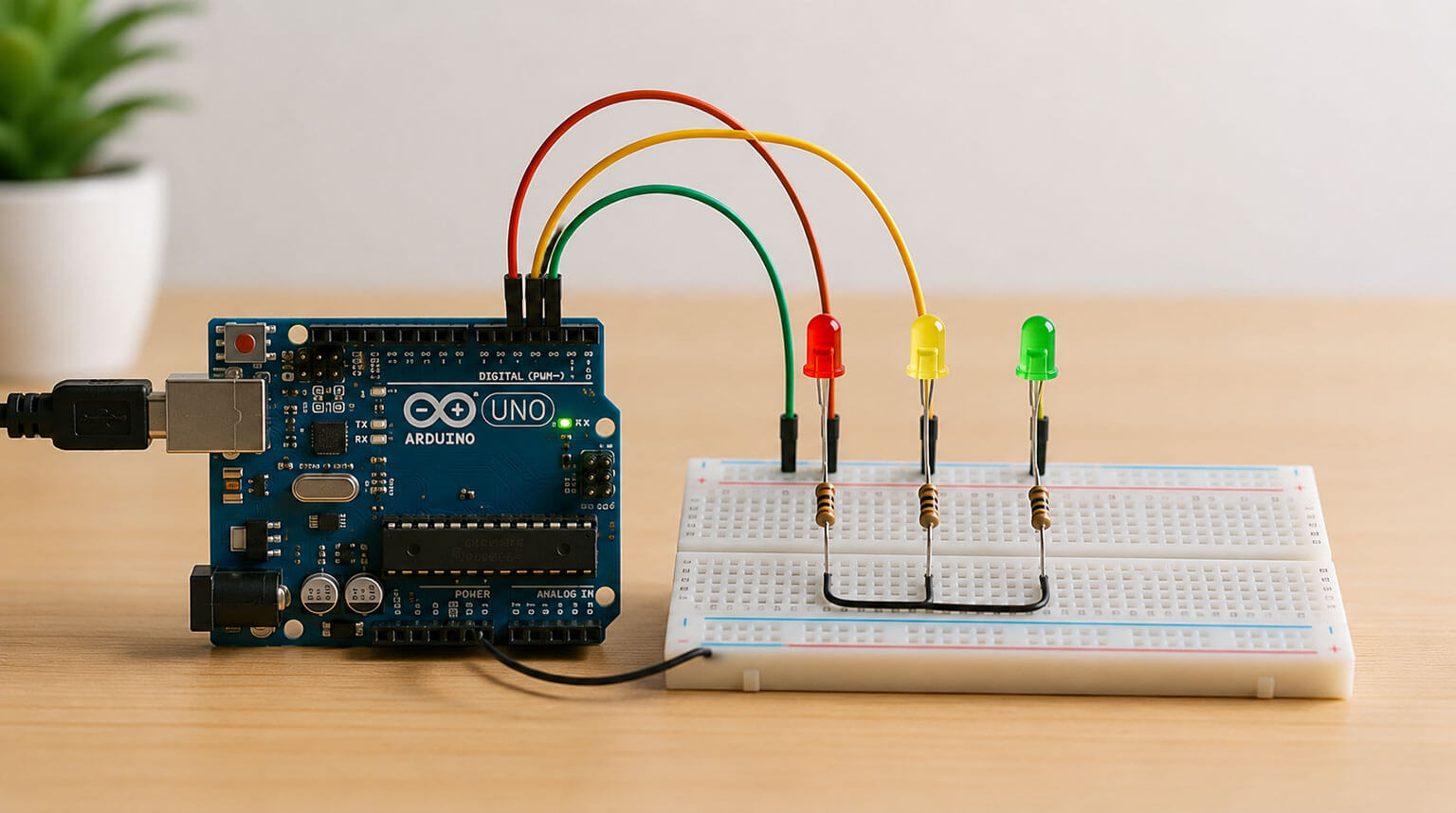
Proyecto de semáforo basado en Arduino Uno
Este proyecto de semáforo basado en Arduino Uno recrea un ciclo de señal real, mostrando cómo los LED rojo, verde y amarillo pueden controlarse con una lógica de temporización simple.
Guía práctica de diseño de PCBs de alta velocidad para fabricación real
El diseño de PCB de alta velocidad a menudo se asocia con materiales avanzados, pero la elección del material es solo una parte de la historia. Este artículo explica por qué el diseño de layout práctico es igualmente importante para una fabricación confiable.
Proceso de Soldadura por Ola para Ensamblaje de PCB de Agujero Pasante
Incluso cuando el SMT domina el ensamblaje moderno de PCB, la soldadura por ola sigue siendo esencial para uniones de agujero pasante sólidas y repetibles. PCBCool explica por qué este proceso todavía importa.
Cómo PCBCool asegura el stock de materiales de PCB para una producción estable
Cuando la cadena de suministro de materiales para PCB se vuelve incierta, el inventario estable es fundamental. PCBCool ha preparado materiales de Kingboard con antelación para ayudar a mantener en marcha los proyectos estándar de PCB.
