Da elektronische Produkte immer kleiner und leistungsfähiger werden, sind Surface Mount Devices (SMD) zur Norm geworden und treiben die Elektronikfertigungsindustrie in die Ära der Surface Mount Technology (SMT). Die präzise und effiziente Platzierung von SMD-Komponenten ist zu einem entscheidenden Maßstab für die technische Expertise und die Produktionsleistung eines EMS-Anbieters geworden.
Im Gegensatz zum traditionellen Handlöten, Professionelle SMT-Bestückung ist nicht nur ein einzelner Schritt, sondern ein vollständig standardisierter, geschlossener Prozess, der Vorbereitung, Kernproduktion, Qualitätskontrolle und Nachbearbeitung umfasst. Jede Phase folgt strengen Prozessrichtlinien, erfordert spezialisierte Ausrüstung und hält messbare Qualitätsstandards ein.
Dieser Leitfaden nimmt Sie mit in eine reale EMS-Produktionsumgebung. Unter Anwendung von Industriestandards wie IPC-A-610J (Acceptability of Electronic Assemblies) und IPC J-STD-001J (Requirements for Soldered Electrical and Electronic Assemblies) und gestützt auf langjährige praktische Erfahrung in der SMT-Massenproduktion, PCBCool bietet eine vollständige Aufschlüsselung des SMT-Montageprozesses. Die hier geteilten Prozessparameter und Betriebsspezifikationen stammen direkt aus realen Produktionslinien – nicht aus theoretischen Laboren – und bieten praktische Einblicke, die Ingenieure und Einkäufer tatsächlich nutzen können.
Aufgrund unserer über 20-jährigen Erfahrung mit Leiterplattenprojekten haben wir festgestellt, dass etwa 70% der Produktionsprobleme auf die frühen Entwurfs- und Vorbereitungsphasen zurückzuführen sind. Um diesem Problem entgegenzuwirken, haben wir unseren Arbeitsablauf optimiert: Sobald eine Kundenanfrage eingeht, arbeitet unser Ingenieurteam proaktiv im Rahmen der DFM-Zusammenarbeit (Design for Manufacturability) mit, um sicherzustellen, dass das Design vollständig auf die Anforderungen des SMT-Prozesses abgestimmt ist.
Wichtige DFM-Überlegungen während des PCB-Designs umfassen:
- Pad-Design Gemäß den IPC-7351-Standards werden Pad-Abmessungen und -Abstände an das Bauteilgehäuse angepasst. Beispielsweise haben 0402-Widerstandspads typischerweise 1,0 mm × 0,5 mm ±0,05 mm, während BGA-Pads einen präzisen Abgleich des Kugeldurchmessers und Platz für die Röntgeninspektion erfordern.
- Referenzpunkte (Markierungspunkte): Die Referenzpunkte für die Ausrichtung werden an gegenüberliegenden Ecken der Leiterplatte (mindestens zwei Punkte, 1,0–2,0 mm Durchmesser) platziert, wobei sich keine Komponenten oder Beschriftungen in einem Abstand von 3 mm in der Nähe befinden dürfen.
- Komponentenlayout Ähnliche Bauteile sind konsistent ausgerichtet. Hochleistungsbauteile werden von temperaturempfindlichen Bauteilen entfernt platziert. Feinstrukturierte Bauteile werden mindestens 3 mm von den Platinenrändern entfernt platziert, mit einem Mindestabstand von 0,3 mm (Präzisions-ICs ≥0,5 mm).
- Thermisches Management: Hochleistungsbauteile verwenden Wärmeleitpads und Vias (≤0,3 mm) zusammen mit Lötstopp-Öffnungen, um die Wärme effektiv abzuleiten.
- Prozesskantenentwurf: Reservieren Sie Prozessränder von 5–10 mm auf beiden Seiten der Leiterplatte und Zentrierungsbohrungen von 3,0 mm ±0,1 mm. Platinen ohne Prozessränder erfordern spezielle Vorrichtungen.
Während der Stücklistenprüfung arbeiten unsere Materialingenieure mit DFM-Ingenieuren zusammen, um kundenseitig bereitgestellte Stücklisten auf Kompatibilität, Beschaffbarkeit und Konformität zu prüfen.
- Materialverträglichkeit Überprüfen Sie die Komponente-zu-Pad-Passung und die Kompatibilität von Lotpaste/Flussmittel.
- Materialbeschaffung Veraltete oder schwer zu beschaffende Bauteile identifizieren, Alternativen vorschlagen und feuchtigkeitsempfindliche Bauteile (MSL ≥3) mit den entsprechenden Lagerungs- und Trocknungsanforderungen kennzeichnen.
- Materialstandardkonformität Überprüfen Sie das Modell und die Spezifikationen. Beachten Sie das Verpackungsformat (Tape-and-Reel, Tray, Bulk). Tape-and-Reel-Teile entsprechen den EIA-481-Standards; Tray-Teile entsprechen den JEDEC-Standards.
Nach Abschluss, PCBCool Erstellt einen DFM-Optimierungsbericht und einen Stücklisten-Prüfbericht, in denen Konstruktionsmängel aufgezeigt und Korrekturmaßnahmen empfohlen werden. Seit der Einführung dieses Arbeitsablaufs sind die Fehlerquoten in der SMT-Fertigungslinie um etwa 60% gesunken, wodurch den Kunden etwa 30% an Kosten für Neukonstruktionen eingespart wurden.
Erstklassige SMT-Fertigungsbetriebe integrieren die Eingangsprüfung (IQC) in ihre gesamten Qualitätsmanagementsysteme, um sicherzustellen, dass jede Materialcharge strenge Standards erfüllt, bevor sie in die Produktionslinie gelangt.
Die Probenahme folgt typischerweise dem Standard AQL 1.0 (GB/T 2828.1), wobei die Inspektionsverfahren auf verschiedene Materialarten zugeschnitten sind.
- Aussehen: Die Leiterplatten müssen frei von Kratzern und Oxidation sein und saubere Oberflächen aufweisen. Die Dicke der Lötmaske sollte 10–25 μm betragen und weder Ablösungen noch Blasen aufweisen. Die Siebdruckbeschriftung muss scharf und gut lesbar sein. Die Lötpads müssen oxidationsfrei sein (ENIG-Gold ≥ 0,1 μm). Die Verformung der Leiterplatte darf ≤ 0,51 TP3T betragen (bei einer Dicke von 1,6 mm: < 0,2 mm/m).
- Abmessungen Gemessen mit Messschieber oder Mikroskop/Projektor. PCB-Länge/-Breite ±0,1 mm; Padgröße ±0,05 mm; Markierungspunktgröße/-position ±0,05 mm; Vias-Durchmesser ±0,1 mm, Position ±0,05 mm.
- Elektrische Leistung: Fliegende Sondentests für Durchgang (≤50mΩ) und Isolation (≥10¹²Ω) verhindern Unterbrechungen oder Kurzschlüsse. Mehrlagen- und HDI-Leiterplatten werden auf Lagenversatz (≤0.05mm) geprüft.
- Verpackung Die Platten sind vakuumverpackt und enthalten Trockenmittel sowie Feuchtigkeitsindikator-Karten (≤10% relative Luftfeuchtigkeit). Die Haltbarkeitsdauer beträgt 6 Monate; nach dem Öffnen sollte die Verlegung innerhalb von 48 Stunden erfolgen, andernfalls ist ein Ausheizen erforderlich.
- Aussehen: Pins müssen glänzend und frei von Oxidation oder Beschädigung sein. Verpackungen dürfen keine Risse oder Brüche aufweisen. Klebeband an Verpackungen intakt, Komponenten sicher befestigt.
- Abmessungen Die Komponenten müssen den Datenblattangaben entsprechen (z. B. 0402 Widerstand 1,0 × 0,5 mm ±0,1 mm). Pinabstände (QFP 0,4 mm ±0,02 mm) und Koplanarität (QFP/BGA ≤0,1 mm) müssen eingehalten werden.
- Elektrische Leistung: Bei 1% der Bauteile wurden Stichproben auf Widerstand, Kapazität oder Diodenleitfähigkeit innerhalb der im Datenblatt angegebenen Toleranzen geprüft. Die Chips wurden auf optische Mängel, die Unversehrtheit der Anschlüsse und gegebenenfalls auf ihre Funktionsfähigkeit überprüft.
- Lötbarkeit 10 Bauteile werden 5 Sekunden lang in bleifreies Lötzinn mit einer Temperatur von 245 °C getaucht; Lötbenetzung ≥ 90%, keine Kaltstellen oder Abhebungen. Feuchtigkeitsempfindliche Bauteile (MSL 3) werden 24 Stunden lang bei 125 °C eingebrannt, sofern sie zuvor geöffnet wurden.
- Aussehen: Die Paste sollte glatt, gleichmäßig gefärbt, ohne Klumpen oder Verdunkelung sein. Etiketten müssen Modell, Produktionsdatum und Haltbarkeitsdatum angeben. Ungeöffnete Paste bei 5–10℃ gelagert; Haltbarkeit 6 Monate.
- Viskosität Gemessen bei 25 °C mit einem Rotationsviskosimeter (Brookfield DV2T). Bleifreie Paste: 200–300 Pa·s ±10%.
- Metallgehalt: 10 g, geschmolzen bei 250 °C; angestrebter Metallgehalt 40–50%.
- Haltbarkeit nach dem Öffnen: Lagerfähigkeit bei 20–25 °C: 24 Stunden; vor Gebrauch 3–5 Minuten rühren, um eine gleichmäßige Verteilung ohne Sedimentation sicherzustellen.
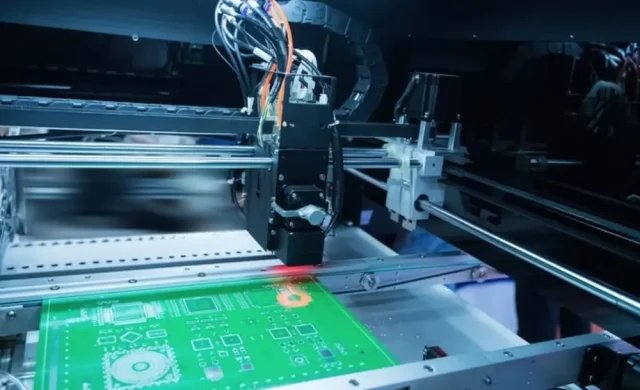
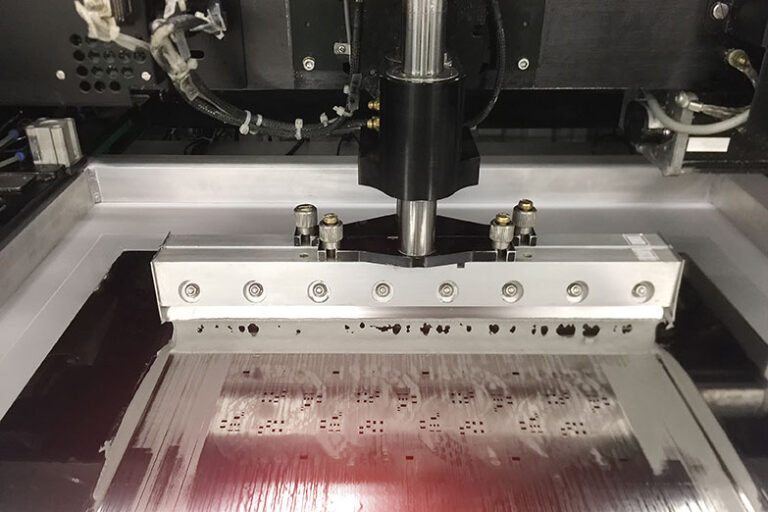
Das Lötdrucken ist einer der kritischsten Schritte bei der SMT-Bestückung. Sein Hauptziel ist die gleichmäßige Ablagerung von Lotpaste auf den Leiterplattenpads, um eine stabile Grundlage für die Komponentenplatzierung und das Reflow-Löten zu schaffen und somit hochwertige Lötstellen zu gewährleisten. Hier ist, wie es funktioniert:
- Leiterplattenbestückung: Die Leiterplatten werden mittels fahrerloser Transportsysteme (FTS) dem Schablonendrucker zugeführt und bewegen sich kontinuierlich entlang des Fördersystems, um nahtlos in nachfolgende SMT-Prozesse überzugehen, bis die Montage abgeschlossen ist.
- PCB-Ausrichtung: Das CCD-Vision-System des Druckers erkennt automatisch die Referenzpunkte der Leiterplatte für eine präzise Ausrichtung, mit einer Positioniergenauigkeit von ±10 µm. Die Plattformhöhe wird angepasst, um einen engen Kontakt zwischen der Leiterplatte und der Schablone zu gewährleisten und einen Spalt von ≤0,02 mm aufrechtzuerhalten.
- Lötpastenauftrag: Gut gemischte Lotpaste wird gleichmäßig über die Schablone aufgetragen, wodurch sichergestellt wird, dass alle Öffnungen vollständig bedeckt sind.
- Automatische Druckfunktion: Der Drucker führt den Druckvorgang gemäß voreingestellter Prozessparameter durch, darunter Rakelwinkel, Geschwindigkeit, Druck und Abzugsgeschwindigkeit. Die Rakel bewegt sich mit konstanter Geschwindigkeit, drückt die Paste durch die Schablonenöffnungen und trägt sie gleichmäßig auf die Leiterplattenpads auf.
- Entformung Nach dem Drucken wird die Schablone mit einer kontrollierten Geschwindigkeit von 0,5–3 mm/s von der Leiterplatte abgehoben, wodurch ein Verschmieren oder das Bilden von Brücken durch die Lötpaste verhindert wird.
Die Lötpastenprüfung (SPI) ist ein entscheidender Schritt der Qualitätskontrolle, der unmittelbar auf den Lötpastendruck folgt. Mithilfe der optischen Moiré-Streifen-Abtasttechnik führt die SPI eine 100%-Prüfung jeder Leiterplatte durch und erkennt dabei präzise Druckfehler, die die Qualität der Lötstellen beeinträchtigen könnten. So funktioniert es:
- Laden von Vorlagen: Das SPI-System identifiziert automatisch das PCB-Modell und lädt die entsprechende Lotpasteninspektionsvorlage.
- Automatisierte Prüfung Hochauflösende Optiken scannen alle PCB-Lötflächen und erfassen wichtige Daten wie Lötpastendicke, -fläche, -volumen, -position und -form. Diese Daten werden in Echtzeit mit voreingestellten Prozessstandards verglichen, um die Konsistenz zu gewährleisten.
- Fehlerbewertung: Das System evaluiert automatisch, ob die Lötpaste Qualitätsanforderungen erfüllt. Jegliche Anomalien werden mit Angabe des Fehlerortes und der Fehlerart gekennzeichnet, lösen Alarme aus und werden zur Rückverfolgbarkeit und zur Einleitung von Korrekturmaßnahmen in das MES-System hochgeladen.
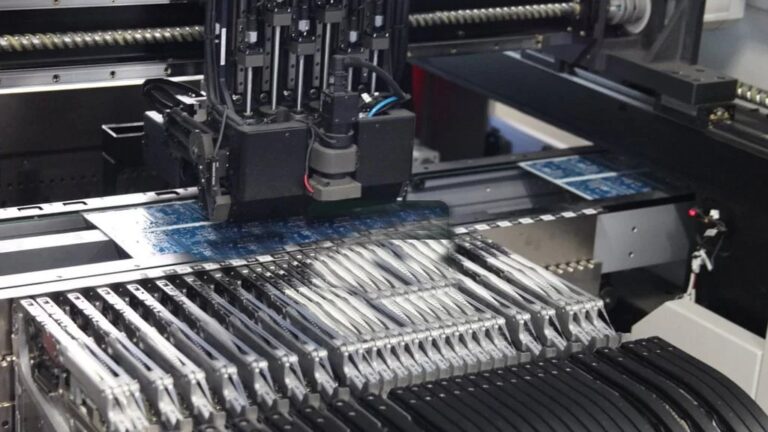
Die Bauteilbestückung ist der Vorgang der präzisen Positionierung von SMD-Bauteilen – Widerständen, Kondensatoren, ICs, Steckverbindern und weiteren Komponenten – auf den Lötpads der Leiterplatte. Sie ist einer der entscheidenden Schritte bei der SMT-Bestückung und erfordert ein Höchstmaß an Präzision sowohl bei der Ausrüstung als auch bei der Prozesssteuerung. So funktioniert es:
- Komponentenabholung: Der Platzkopf verfährt gemäß Programm zur Zuführposition und nimmt mit passend dimensionierten Vakuumdüsen Bauteile auf. Nach der Aufnahme überprüfen und korrigieren das Kamerasystem die Position, Drehung und Polarität des Bauteils, um die Genauigkeit zu gewährleisten.
- Bestückung der Bauteile: Nach der Kalibrierung bewegt der Platzierkopf die Komponenten mit hoher Geschwindigkeit zu ihren Zielpads und platziert sie präzise auf der Lötpaste mit exakter Höhe und Druck.
- Multi-Kopf-Koordination Hochleistungsbestückungsmaschinen – wie beispielsweise die Siemens X-Serie – verfügen über mehrere Bestückungsköpfe, die verschiedene Bauteiltypen gleichzeitig aufnehmen und bestücken können, wodurch sich der Durchsatz und die Produktionseffizienz erheblich verbessern.
Durch die Kombination hochauflösender Bildgebung mit fortschrittlichen Algorithmen (einschließlich Deep Learning in modernen Systemen) führt AOI bei jeder Leiterplatte eine 100%-Prüfung durch, um die Bestückungsgenauigkeit vor dem Reflow-Löten zu überprüfen. So funktioniert der Prozess:
- Laden von Vorlagen: Das System identifiziert automatisch das Leiterplattenmodell und lädt das entsprechende Prüfprogramm und den Parametersatz.
- Automatisierte Prüfung AOI-Kameras scannen die Leiterplatte aus verschiedenen Blickwinkeln und erfassen dabei Daten zur Position, Polarität und Ausrichtung der Bauteile sowie zum allgemeinen Erscheinungsbild. Diese Daten werden anschließend in Echtzeit mit vordefinierten Standards abgeglichen.
- Fehlerbewertung: Das System ermittelt automatisch, ob die Bestückung den Qualitätsanforderungen entspricht. Etwaige Fehler werden mit Angabe von Ort und Art gekennzeichnet, lösen Alarme aus und werden in das MES-System hochgeladen – dabei werden die Daten zu Leiterplattencharge, Maschine und Bediener verknüpft, um eine lückenlose Rückverfolgbarkeit und Prozessanalyse zu gewährleisten.
- Manuelle Nachprüfung und Handhabung: Die von der AOI-Prüfung identifizierten Leiterplatten werden von Bedienern überprüft, die in der Regel hochvergrößernde Mikroskope (bis zu 50-fache Vergrößerung) einsetzen, um vermutete Fehler genau zu untersuchen. Auf der Grundlage der Ergebnisse können die Bediener Fehler bestätigen oder ausschließen, Maschinenparameter feinabstimmen, Probleme mit den Zuführungen beheben und die Produktion bei Bedarf erneut starten.
Reflow-Löten ist der Punkt, an dem alles zusammenkommt. Die bestückte Leiterplatte durchläuft einen Reflow-Ofen gemäß einem sorgfältig gesteuerten Temperaturprofil, wodurch die Lotpaste schmilzt, die Lötpads und Bauteilanschlüsse benetzt und beim Abkühlen zu zuverlässigen Lötstellen erstarrt. Als einer der kritischsten Schritte bei der SMT-Bestückung hat die Qualität der Lötstellen einen direkten Einfluss auf sowohl die elektrische Leistung als auch die Langzeitverlässlichkeit. Alle Ergebnisse müssen den IPC J-STD-001J Standards entsprechen.
Hier ist, was während des Prozesses geschieht:
- Regelung des Temperaturprofils: Der Reflow-Ofen arbeitet nach einem vordefinierten Temperaturprofil, das auf die Eigenschaften der Lötpaste und der Bauteile abgestimmt ist. Die Leiterplatten durchlaufen vier wichtige Zonen – Vorheizen, Haltephase, Reflow und Abkühlung –, wodurch die Lötpaste einen kontrollierten Übergang von fest → flüssig → fest durchläuft.
- Prozessüberwachung: Das Bedienpersonal überwacht kontinuierlich wichtige Parameter in Echtzeit, darunter die Zonentemperaturen, die Förderbandgeschwindigkeit sowie – sofern zutreffend – den Stickstoffdurchfluss und den Sauerstoffgehalt. Jede Abweichung (wie beispielsweise eine Temperaturabweichung von ±2 °C oder Unregelmäßigkeiten beim Förderband) löst einen Alarm aus und unterbricht die Produktion, damit unverzüglich Abhilfemaßnahmen ergriffen werden können.
- Entladen von Leiterplatten: Nach dem Reflow-Lötprozess werden die Platinen automatisch zum Ausgang transportiert. Bediener, die ESD-sichere Handschuhe tragen, legen die Leiterplatten in antistatische Tabletts und vermeiden direkten Kontakt mit den Lötstellen, um Kontamination oder Beschädigung zu verhindern.
- Rückverfolgbarkeit von Chargen: Für jede Charge werden wichtige Prozessdaten erfasst, darunter Temperaturprofile, Zykluszeit, Stickstoffverbrauch (falls zutreffend) und Ausbeuteergebnisse.
Die Röntgeninspektion ist eine zerstörungsfreie Methode zur Untersuchung verborgener Lötstellen in Gehäusen wie BGAs, QFPs und CSPs. Da diese Verbindungen für die AOI oder das bloße Auge nicht sichtbar sind, spielt die Röntgeninspektion eine entscheidende Rolle bei der Erkennung interner Defekte – insbesondere in Hochzuverlässigkeitsanwendungen wie der Automobilindustrie, medizinischen Geräten und hochwertigen Unterhaltungselektronik.
So funktioniert der Prozess:
- Leiterplattenpositionierung Leiterplatten werden auf den Röntgeninspektionspodest mithilfe spezieller Vorrichtungen platziert, um Stabilität und eine ordnungsgemäße Abdeckung kritischer Bauteilbereiche zu gewährleisten.
- Parametereinstellung Die Röntgenintensität und die Prüfwinkel (typischerweise einstellbar von 0–90°) werden basierend auf der Platinendicke und dem Komponententyp konfiguriert. Das entsprechende Prüfprogramm wird zusammen mit vordefinierten Fehlkriterien geladen.
- Automatisierte Prüfung Das System scannt die Leiterplatte und generiert detaillierte Bilder von internen Lötstrukturen. Fortschrittliche Bildanalysetalgorithmen identifizieren Defekte wie Lunkern, kalte Lötstellen, Lötbrücken und unzureichende Lötung. Das System kennzeichnet auch Defektpositionen und berechnet wichtige Kennzahlen wie Lunkeranteil und Lötfüllrate.
- Manuelle Verifizierung: Die Bediener überprüfen markierte Bereiche und passen bei Bedarf Blickwinkel oder Vergrößerung an. In einigen Fällen werden Verdachtsfälle, um Fehlalarme zu minimieren, mithilfe von Mikroskopen abgeglichen.
- Inspektionsaufzeichnungen Inspektionsdaten für jede Leiterplatte – einschließlich Fehlertyp, Lunkeranteil, Lötfüllrate und Inspektionszeit – werden aufgezeichnet, um einen vollständigen Bericht für die Rückverfolgbarkeit und Qualitätsaudits zu erstellen.
SMT-Bestückung ist nicht nur eine Aneinanderreihung von Maschinen und Prozessen – sie ist ein streng kontrolliertes System, in dem Design, Materialien, Ausrüstung und Qualitätskontrolle zusammenarbeiten müssen. Der Unterschied zwischen einem zuverlässigen und einem fehlerhaften Produkt liegt oft darin, wie gut jeder dieser Schritte ausgeführt und verwaltet wird.
Für Ingenieure und Produktteams ist das Verständnis dieses Workflows nicht nur hilfreich, sondern unerlässlich, um bessere Designentscheidungen zu treffen, Risiken zu reduzieren und Produkte schneller auf den Markt zu bringen.
Bei PCBCool, sind wir darauf spezialisiert, End-to-End-Lösungen zu liefern SMT-Montagedienstleistungen aufgebaut auf realer Produktionserfahrung – nicht auf Theorie. Von der Zusammenarbeit im frühen Stadium des DFM (Design for Manufacturing) bis zur Endkontrolle und Qualitätssicherung arbeitet unser Team eng mit den Kunden zusammen, um sicherzustellen, dass jedes Design herstellbar ist, jeder Prozess optimiert wird und jede Leiterplatte strenge Zuverlässigkeitsstandards erfüllt.