Industrielles PCB-Design ist eine andere Disziplin als das Design von Standard-Unterhaltungselektronik. In diesem Bereich ist das Ziel nicht einfach nur, eine Platine zu möglichst geringen Kosten funktionsfähig zu machen oder schnell vom Prototyp zur Produktion zu gelangen. Die eigentliche Herausforderung besteht darin, Hardware zu entwickeln, die über Jahre hinweg zuverlässig in rauen, unvorhersehbaren Umgebungen betrieben werden kann.
Das bedeutet, dass industrielle Leiterplatten unter weitaus strengeren Anforderungen hinsichtlich Zuverlässigkeit, Langlebigkeit und langfristiger Stabilität entwickelt werden müssen. Sie müssen häufig Vibrationen, starken Temperaturschwankungen, Feuchtigkeit, Staub, chemischen Einflüssen, elektrischen Störungen sowie einer verlängerten Lebensdauer standhalten, die weit über ein Jahrzehnt hinausreichen kann. Darüber hinaus müssen sie strengere Sicherheits- und Konformitätsanforderungen erfüllen und gleichzeitig für eine wiederholbare Massenfertigung mit geringem Ausfallrisiko im Einsatz geeignet sein.
Dieser Artikel setzt Kenntnisse der Standardgrundlagen des PCB-Designs voraus, wie z. B. Layoutregeln, Leiterbahn dimensionierung und Fertigungsausgaben. Der Schwerpunkt liegt hier darauf, was sich ändert, wenn eine Platine unter realen industriellen Bedingungen statt in einer kontrollierten Verbraucherumgebung überleben soll.
Industrielle Leiterplatten (PCBs) sind so konstruiert, dass sie rauen Umgebungsbedingungen, die weit über typische Verbraucheranwendungen hinausgehen, wie z. B. in Fabriken, im Außenbereich oder bei schweren Maschinen, standhalten. Dies beinhaltet die Auslegung für extreme Temperaturen, mechanische Belastungen, Feuchtigkeit und Verunreinigungen, um Zuverlässigkeit, Langlebigkeit und Sicherheit zu gewährleisten. Zu den wichtigsten Überlegungen gehören Materialauswahl, Layout-Optimierungen, Schutzlackierungen und rigorose Tests. Im Folgenden werden wir jeden Aspekt detaillierter untersuchen, einschließlich praktischer Strategien, Werkzeuge und bewährter Vorgehensweisen, die auf Industriestandards basieren.
In industriellen Umgebungen können Leiterplatten Temperaturen von -40°C bis +125°C oder höher ausgesetzt sein, wobei eine schlechte Wärmeableitung zu Komponentenausfällen, verkürzter Lebensdauer oder Systemabschaltungen führen kann. Effektives thermisches Management konzentriert sich auf die Wärmeableitung von Hochleistungskomponenten wie Prozessoren, Leistungstransistoren oder LEDs bei gleichzeitiger Aufrechterhaltung der Betriebsstabilität.
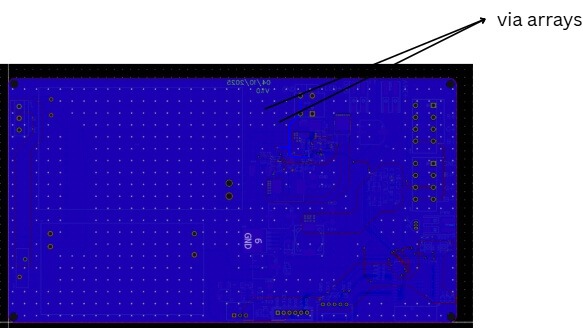
Diese erzeugen niederohmige Pfade für den Wärmeübertragung von Oberflächenschichten zu inneren Kupferlagen oder zur gegenüberliegenden Seite der Platine. Dabei handelt es sich um durchplattierte Löcher, die gefüllt oder abgedeckt sind, um Wärme vertikal zu leiten.
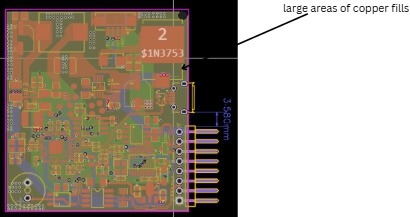
Große Kupferfüllbereiche auf der Leiterplatte dienen als Wärmeverteiler und verteilen thermische Energie über die gesamte Platine, um Überhitzungsbereiche zu vermeiden.
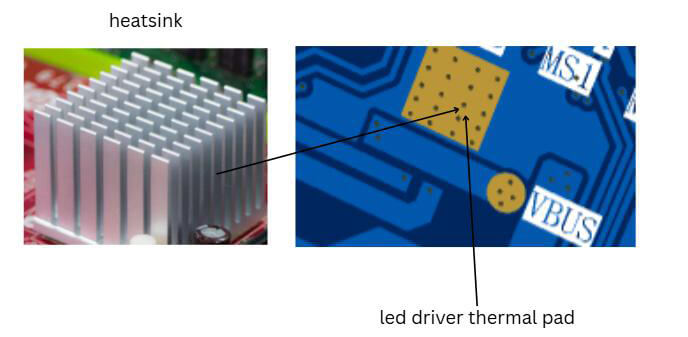
Direkt auf die Bauteile oder über Wärmeleitpads zur Verbesserung der Konvektion oder Strahlung. Bei Hochleistungskonstruktionen sollten Sie Metallkern-Leiterplatten (MCPCBs) mit Aluminium- oder Kupfersubstraten in Betracht ziehen, um eine hervorragende Leitfähigkeit zu erzielen.
- Herabstufung von Bauteilen
Reduzieren Sie die Nennwerte der Bauteile, indem Sie diese unterhalb ihrer maximalen Nennwerte betreiben – senken Sie beispielsweise den Strom durch Widerstände in heißen Umgebungen um 50%, um erhöhtem Widerstand und Alterung Rechnung zu tragen. Wählen Sie Bauteile in Industriequalität mit größeren Temperaturbereichen, wie beispielsweise Kondensatoren, die für -55 °C bis +150 °C ausgelegt sind. Niedrige Temperaturen können zu Versprödung führen; verwenden Sie daher flexible Lote oder Unterfüllungen, um Risse zu verhindern.
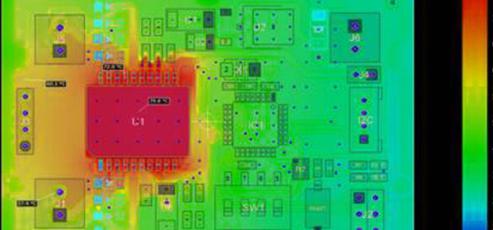
- Tools zur thermischen Simulation
Setzen Sie Software wie Ansys Icepak, Autodesk CFD oder den integrierten thermischen Analysator von Altium für Simulationen ein. Diese Werkzeuge modellieren den Wärmefluss, identifizieren Hotspots und optimieren Layouts vor der Prototypenfertigung. Eingabeparameter umfassen die Verlustleistung von Komponenten, Umgebungsbedingungen und Materialeigenschaften für genaue Vorhersagen.
Industrielle Leiterplatten in Fahrzeugen, Maschinen oder in erdbebengefährdeten Gebieten müssen Vibrationen (z. B. 5–2000 Hz) und Stößen (bis zu 100 g) standhalten, die zu Ermüdung der Lötstellen, zum Ablösen von Bauteilen oder zu Rissen in den Leiterbahnen führen können. Bei der Konstruktion wird durch Befestigungsmethoden und Analysen besonderer Wert auf die mechanische Integrität gelegt.
- Komponentenbefestigungstechniken
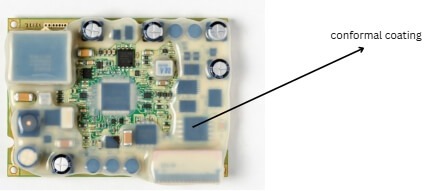
Bringen Sie konforme Beschichtungen – dünne polymere Schichten (Acryl, Silikon, Urethan) – auf, um Vibrationen zu dämpfen und Komponenten zu fixieren. Vergießen umhüllt die gesamte Platine mit Epoxid oder Silikon für optimalen Schutz, absorbiert Stöße, erhöht aber das Gewicht. Verwenden Sie Steckverbindungen oder Klebstoffe für hohe Bauteile und Kantenkleben für BGAs, um Lötbälle zu verstärken.
- Auswahl zwischen flexibel oder starr
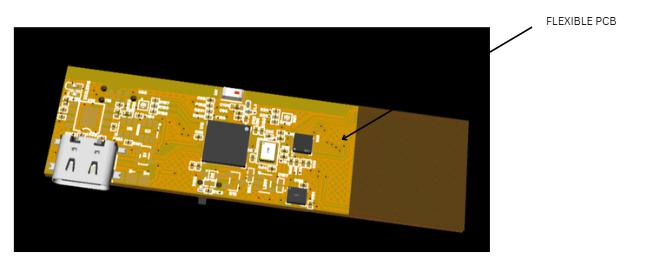
Starre FR-4-Leiterplatten eignen sich für die meisten Anwendungen, aber flexible Polyimid- oder hybride Rigid-Flex-Leiterplatten absorbieren Vibrationen in dynamischen Umgebungen wie der Automobil- oder Luft- und Raumfahrt besser. Erhöhen Sie die Platinendicke (z.B. 2-3mm), um die Resonanzfrequenz zu erhöhen, idealerweise 3x höher als die Schockimpulsfrequenz, um eine Verstärkung zu vermeiden.
- FEM für mechanische Spannungen
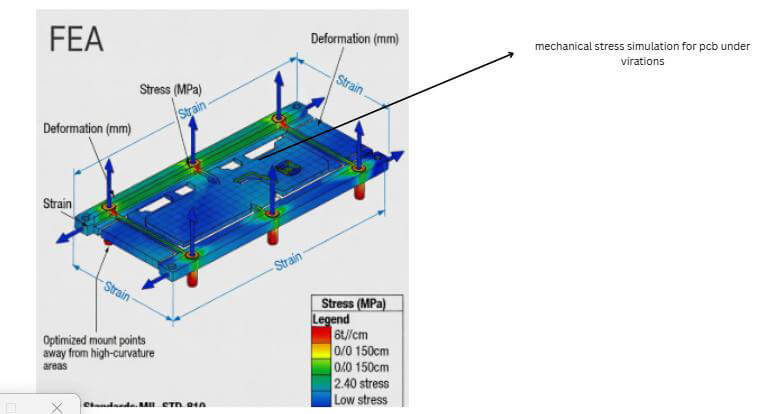
Finite-Elemente-Analyse-Tools (FEA) wie Ansys Mechanical oder SolidWorks simulieren Spannungen, Dehnungen und Verformungen unter Schwingungseinwirkung. Modellieren Sie die Leiterplatte als Balken oder Platte, geben Sie die Eigenfrequenzen ein und optimieren Sie die Befestigungspunkte (z. B. indem Sie diese außerhalb von Bereichen mit hoher Krümmung platzieren). Die Prüfungen erfolgen gemäß Normen wie MIL-STD-810 für Zufallsvibrationen oder IEC 60068 für Stoßbelastungen.
Hohe Luftfeuchtigkeit (bis zu 95% relative Luftfeuchtigkeit) und korrosive Stoffe wie Salze oder Schadstoffe können auf Leiterplatten zu dendritischem Wachstum, Kurzschlüssen oder Metalloxidation führen. Schutzstrategien konzentrieren sich auf Barrieren und die Widerstandsfähigkeit der Materialien.
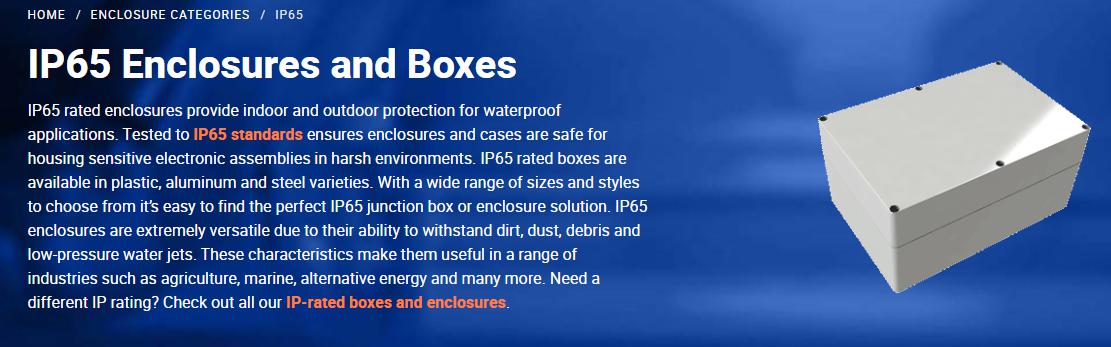
Verwenden Sie Gehäuse der Schutzart IP65 oder höher, um das Eindringen von Wasser zu verhindern. Materialien wie Polycarbonat oder Edelstahl sorgen für ein robustes Gehäuse, wobei Dichtungen einen dichten Sitz gewährleisten.
- Lötstopplack-Verbesserungen
Standard-Lötmasken bieten einen grundlegenden Schutz; verbessern Sie diesen durch dickere Schichten oder Spezialmasken (z. B. flüssige, lichtempfindliche Masken), um eine bessere Abdeckung zu erzielen. Vermeiden Sie freiliegendes Kupfer, indem Sie Oberflächenbehandlungen wie ENIG (chemisches Nickel mit Immersionsgold) oder OSP (organischer Lötbarkeitsschutz) verwenden, um Oxidation zu verhindern.
Ersetzen Sie Standard-FR-4 durch Substrate auf Polyimid- oder PTFE-Basis, um eine hohe Feuchtigkeitsbeständigkeit zu gewährleisten, da diese eine geringe Feuchtigkeitsaufnahme aufweisen (unter 0,1%). Verwenden Sie bei extremer Korrosionsbelastung halogenfreie Laminate. Regulieren Sie die Luftfeuchtigkeit bei Lagerung und Montage (40–60% relative Luftfeuchtigkeit), um Probleme vor der Montage zu vermeiden.
Die Anhäufung von Staub kann zu Überhitzung führen, während Chemikalien (Säuren, Lösungsmittel) Materialien zersetzen. Industrielle Konstruktionen beinhalten Barrieren und Tests, um die Funktionalität in kontaminierten Umgebungen zu gewährleisten.
Konforme Beschichtungen oder Vergussmassen bilden Dichtungen gegen Staub und milde Chemikalien. Für stärkere Einwirkungen verwenden Sie Parylenbeschichtungen wegen ihrer überlegenen chemischen Beständigkeit und ihres dünnen Profils (2-50 Mikrometer).
- Abgedichtete Steckverbinder
Verwenden Sie IP67-konforme Steckverbinder mit Gummidichtungen oder O-Ringen, um das Eindringen an Schnittstellen zu verhindern. Hermetische Dichtungen (Glas-zu-Metall) sind ideal für extreme chemische Umgebungen.
Führen Sie Salzsprühtests (ASTM B117) zur Simulation korrosiver Atmosphären oder chemische Tauchbäder gemäß IPC-TM-650 durch. Verwenden Sie HEPA-gefilterte Staubsauger für die Reinigung während der Sanierung oder Wartung, um die Ausbreitung von Verunreinigungen zu vermeiden. Für chemische Beständigkeit wählen Sie Beschichtungen wie Silikon für Flexibilität oder Urethan für Abriebfestigkeit.
Industrielle Leiterplatten (PCBs) arbeiten häufig in elektrisch verrauschten Umgebungen – in der Nähe von Motoren, Wechselrichtern, Relais, Schweißgeräten, Frequenzumrichtern (VFDs) oder schweren Maschinen –, wo die elektromagnetische Interferenz (EMI) stark ist und die Stromqualität schwankt. Die Aufrechterhaltung der Signalintegrität (SI) stellt sicher, dass saubere, unverzerrte Hochgeschwindigkeitssignale ohne Bitfehler ihr Ziel erreichen, während die Spannungsintegrität (PI) stabile Spannungsschienen trotz transienter Anforderungen und Rauschen garantiert. Schlechte SI/PI führen zu intermittierenden Ausfällen, Fehltriggerungen, Datenkorruption oder vollständigen Systemausfällen – unannehmbar in industrieller Steuerung, Automatisierung, Robotik oder Prozessüberwachung.
EMI/EMC-Konformität (z. B. IEC 61000-Reihe, CISPR-Normen) ist entscheidend. Industrielle Umgebungen erfordern Designs, die sowohl geringe EMI emittieren als auch hohen externen Störungen widerstehen (Immunität).
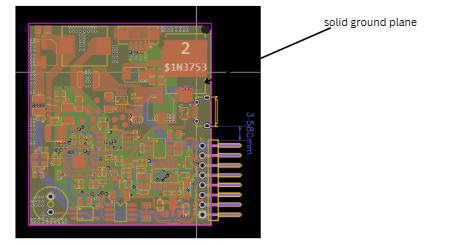
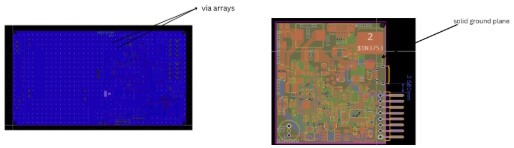
Verwenden Sie solide, ununterbrochene Masseflächen (vermeiden Sie Unterbrechungen unter Hochgeschwindigkeitssignalen). Implementieren Sie Via-Stitching alle paar mm entlang der Kanten von Masseflächen und Übergängen, um niederimpedante Rückpfade aufrechtzuerhalten und Gleichtaktströme zu unterdrücken.
Empfindliche Bereiche (z. B. analoge, HF- oder schnelle digitale Schaltungen) mit Metalldosen oder -abschirmungen versehen. Verwenden Sie EMV-Dichtungen und dichte Masse-Vias entlang der Ränder der Abschirmungen.
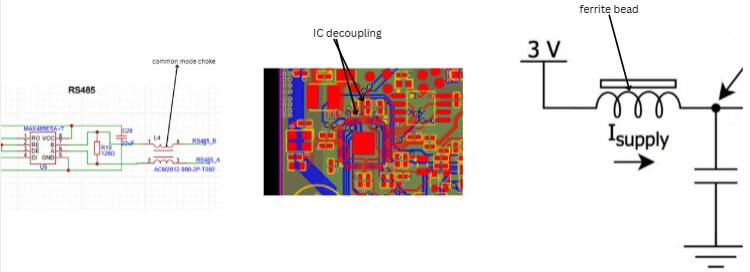
Bringen Sie Gleichtaktfilter, Ferritkerne auf Strom-/Taktleitungen und π-Filter (Kondensator-Induktor-Kondensator) an Schnittstellen an. Verwenden Sie TVS-Dioden oder MOV für Überspannungsschutz.
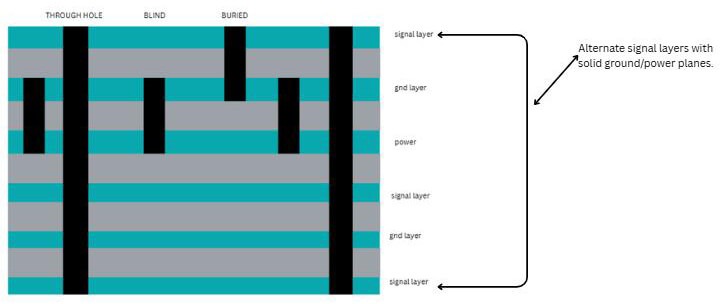
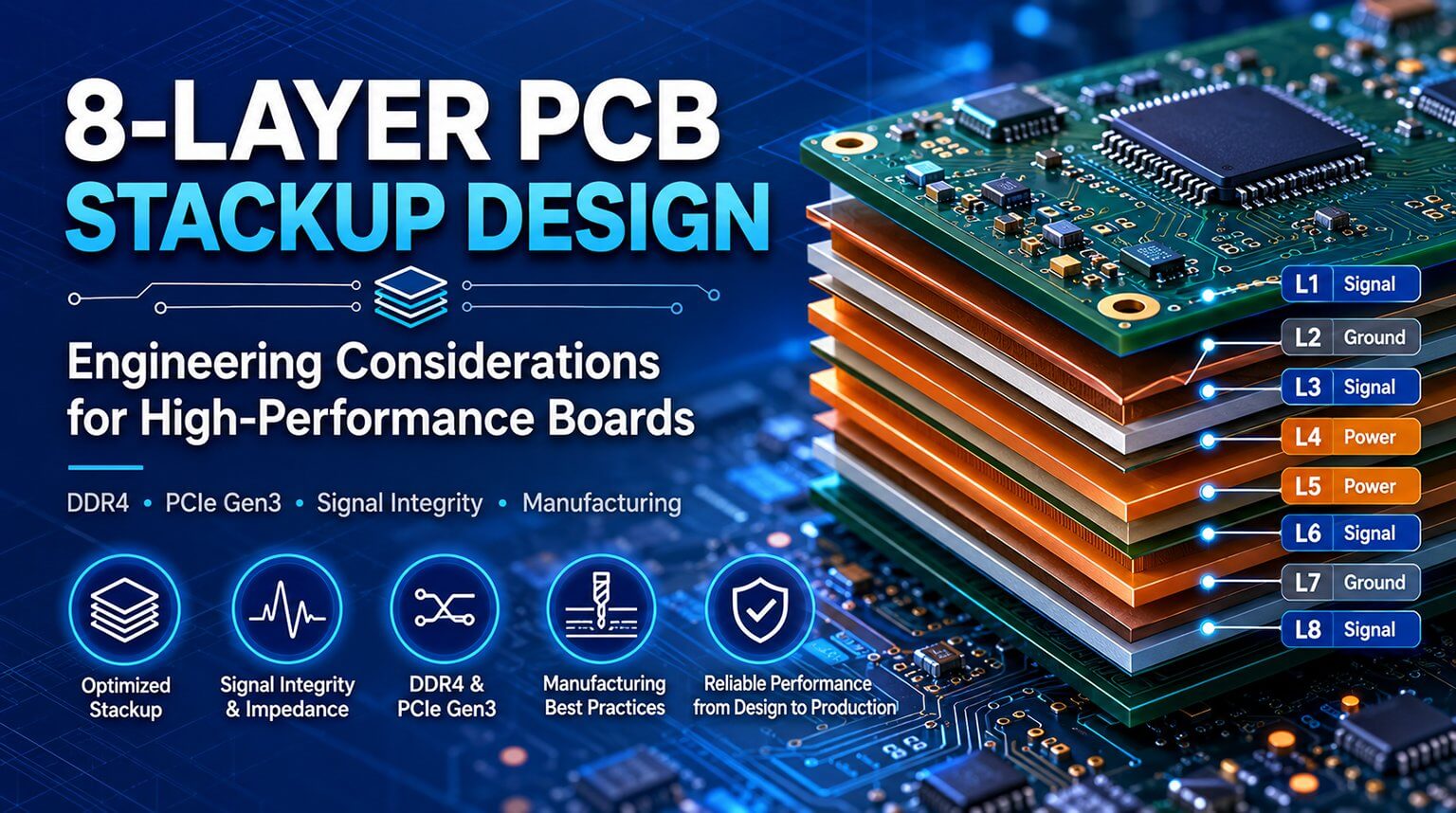
- Optimierung des Schichtaufbaus
Schaltkreissignale abwechselnd mit soliden Masse-/Spannungsebenen verlegen. Kritische Signale auf inneren Ebenen verlegen, die zwischen den Ebenen liegen, um eine natürliche Abschirmung zu gewährleisten.
- Trennung und Zoneneinteilung
Trennen Sie störungsbehaftete (Schaltnetzteile, Relais) und empfindliche (analog, serielle Hochgeschwindigkeitssignale) Bereiche physikalisch voneinander. Verwenden Sie gegebenenfalls Gräben oder Schutzspuren.
Das Power Distribution Network (PDN) muss eine Stromversorgung mit geringer Impedanz und minimalem Spannungsabfall, Ripple oder Rauschen unter dynamischen Lasten gewährleisten.
Platzieren Sie keramische Kondensatoren mit niedrigem ESR (0,1 µF–10 µF) so nah wie möglich an den Stromversorgungsanschlüssen der ICs. Verwenden Sie Via-in-Pad oder vergrabene Vias für kürzeste Leiterbahnen. Kombinieren Sie Bulk-Kondensatoren (Elektrolyt/Tantal) mit Hochfrequenz-Entkopplung.
Widmen Sie breite Kupferflächen oder volle Ebenen für Strom und Masse. Verwenden Sie mehrere Vias in Gittern, um Ebenen über Lagen hinweg zu verbinden und so die Induktivität zu reduzieren.
Streben Sie eine PDN-Impedanz von unter 10–50 mΩ im relevanten Frequenzbereich (DC bis GHz) an. Simulieren Sie mit Werkzeugen wie HyperLynx, SiWave oder Ansys SIwave, um Anti-Resonanzen zu identifizieren.
Verbinden Sie Leistungslagen / Masseverbindungen dicht, um die Schleifeninduktivität zu minimieren.
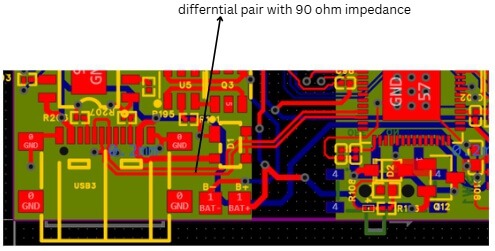
Für Signale >100 Mbps (z. B. Ethernet, CAN FD, PCIe, LVDS, SerDes) sind Leiterbahnen als Übertragungsleitungen zu behandeln.
Differenzielle Paare (100 Ω) oder Single-Ended-Leiterbahnen (50 Ω) mit konsistenter Breite/Abstand führen. Feldlöser in PCB-Tools (Altium, Cadence) zur Berechnung des Stackups verwenden.
Zeitsynchronisierte Leitungspaare beibehalten, Leiterübergänge/Stubs minimieren, scharfe Biegungen vermeiden (>45° bevorzugt). Über soliden Referenzebenen routen.
Industrielle Leiterplatten (PCBs) werden häufig für Anwendungen wie Steuerungen, Motorantriebe, Sensoren oder SCADA-Systeme in mittleren bis hohen Stückzahlen (Tausende bis Zehn- bis Hunderttausende von Einheiten) gefertigt. Der Erfolg hängt von der Auslegung auf eine effiziente, reproduzierbare Fertigung ab, wobei gleichzeitig Fehler, Kosten und Lieferzeiten minimiert werden. Dies umfasst Design for Manufacturability (DFM), Design for Testability (DFT), robuste Lieferkettenstrategien, Montageoptimierungen für Skalierung und kontinuierliche Ertragssteigerung.
Eine frühzeitige Zusammenarbeit mit Ihrem Leiterplattenhersteller und Montagepartner (CM/EMS) ist unerlässlich – teilen Sie Ihre Zielstückzahlen mit, holen Sie deren DFM/DFA-Richtlinien ein und führen Sie während des Layouts Fertigungsfähigkeitsprüfungen durch.
DFM optimiert die Leiterplatte und die Montage für die Fertigung und Bestückung, um Fehler, Ausschuss und Nacharbeit zu reduzieren. DFT stellt sicher, dass die Leiterplatte nach der Montage schnell und gründlich getestet werden kann, um Probleme frühzeitig zu erkennen.
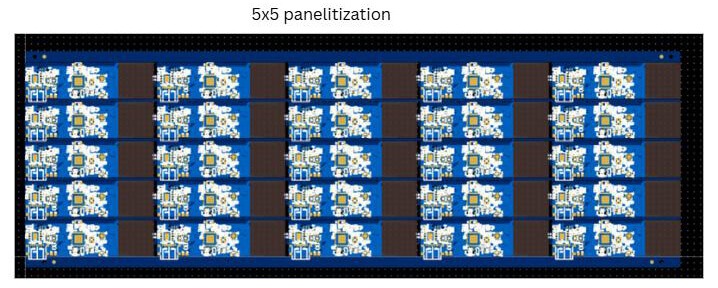
Mehrere Leiterplatten zu größeren Panels (z. B. 18×24 Zoll oder kundenspezifisch) gruppieren, um die Materialausnutzung zu maximieren und die Handhabung zu automatisieren. Fiducials (global und lokal) für präzise Maschinenjustierung, Werkzeughaltestifte zur Fixierung und Schienen (0,5–1 Zoll breit) für den Förderertransport einschließen. Trennverfahren wählen: V-Nut zum Ritzen für gerade Kanten (kostengünstig, hohe Belastung) oder Nuten mit Fräsnasen (flexible Formen, geringere Randbelastung).
- Komponenten- und Layoutregeln
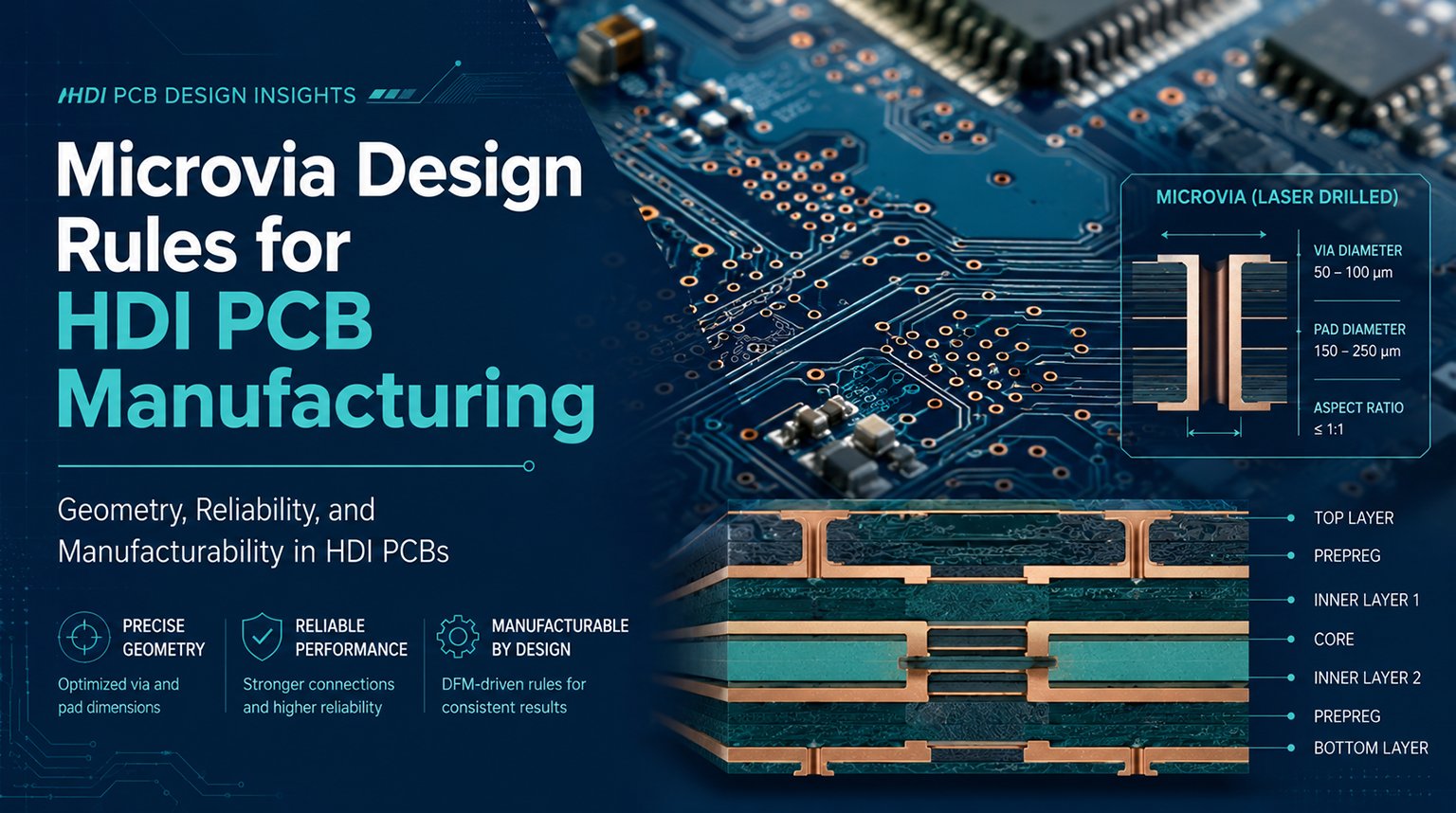
Verwenden Sie Standardbauteile (0603/0805 bei passiven Bauteilen gegenüber 0402 wegen Zuverlässigkeit bei industriellen Vibrationen/thermischen Zyklen bevorzugt). Behalten Sie eine minimale Leiterbahnbreite/-abstand bei (z. B. typisch 6 mil/6 mil), einen Ringvergrößerungsabstand (Annular Ring) von ≥ 0,15 mm und eine Lötstoppmaskenbrücke (Solder Mask Dam) von ≥ 0,1 mm bei. Vermeiden Sie Via-in-Pad, es sei denn, es ist gefüllt/verschlossen; bevorzugen Sie abgedeckte Vias. Fügen Sie Tropfen (Teardrops) an Leiterbahn-Pad-Übergängen hinzu, um ein Aufbrechen (Breakout) während des Ätzens zu verhindern.
- Testbarkeitsfeatures (DFT)
Integrieren Sie dedizierte Testpunkte (Pads mit ≥1 mm Durchmesser) auf jedem Netz, insbesondere auf Strom-, Masse- und kritischen Signalen. Platzieren Sie diese in einem Gitter für Bed-of-Nails ICT (In-Circuit-Test) oder zugänglich für Flying Probe. Fügen Sie Boundary-Scan (JTAG)-Ketten für komplexe digitale Designs hinzu. Priorisieren Sie risikoreiche Netze (z. B. Fine-Pitch-BGAs) früh in der Schema-Phase.
Die Industrie-Elektronik unterliegt langen Produktlebenszyklen (10–20+ Jahre), wodurch Obsoleszenz und Lieferengpässe erhebliche Risiken darstellen (z. B. Lektionen aus der Chipkrise nach 2020).
- Multi-Sourcing & Alternativen
Spezifizieren Sie Second-Source-Optionen in der Stückliste (z. B. mehrere MCU-Familien). Verwenden Sie zentralisierte Bibliotheken mit gekennzeichneten alternativen Bauteilen.
Binden Sie Komponenten frühzeitig für Serienfertigung mit hohem Volumen; nutzen Sie Konsignation oder Vendor-Managed Inventory (VMI) für kritische Artikel.
- Diversifizierte Zulieferer
Vermeiden Sie die Abhängigkeit von einer einzelnen Region (z. B. Mischung aus Asien, Europa, Inlandsfertigung). Qualifizieren Sie mehrere Fabriken/CMs zur Risikominderung.
Verfolgen Sie den Lebenszyklusstatus über Tools wie SiliconExpert oder IHS; entwerfen Sie nach Möglichkeit Drop-in-Ersatzteile.
Berücksichtigen Sie Isolierung, Redundanz und Teile für weite Temperaturbereiche, um Ausfälle im Feld zu reduzieren, die eine dringende Neuversorgung auslösen.
Hohe Stückzahlen (> 10.000 Einheiten/Lauf) führen zur vollständigen Automatisierung: SMT-Linien mit Hochgeschwindigkeits-Pick-and-Place (30.000–100.000 CPH), präzise Schablonendruck, Reflow-Öfen und Inline-Inspektion.
Optimieren Sie die Schablonendicke/Öffnungsgröße für ein konsistentes Lotpastenvolumen. Verwenden Sie Stickstoff-Reflow für bleifreie Zuverlässigkeit. Integrieren Sie AOI (automatische optische Inspektion) in mehreren Stufen (nach dem Pastendruck, vor dem Reflow, nach dem Reflow) zur Fehlererkennung.
Industrielle Leiterplatten müssen menschliche Sicherheit, Geräteschutz und behördliche Zulassung priorisieren, um elektrische Gefahren wie Stromschlag, Brand, Lichtbögen oder Explosionen zu verhindern – insbesondere in Umgebungen mit hohen Spannungen, rauen Bedingungen oder explosionsgefährdeten Bereichen. Die Einhaltung umfasst das Design für richtige Isolierung, Abstand und Trennung, während ein Dickicht internationaler und regionaler Standards durchdrungen wird. Schlüsselbereiche sind Kriech- und Luftstrecken, galvanische Trenntechniken, Regeln für explosionsgefährdete Bereiche und Zertifizierungsverfahren.
Nichtkonformität kann zu fehlgeschlagenen Zertifizierungen, Produktrückrufen, Haftungsproblemen oder katastrophalen Ausfällen im Feld führen.
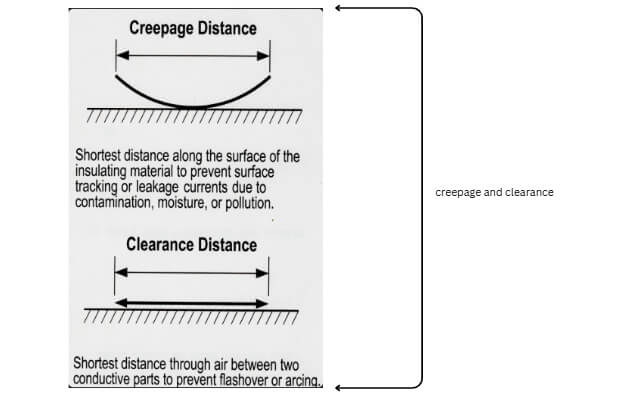
Dies sind die zwei grundlegenden Abstandsregeln, die Lichtbögen, Kriechspuren oder Durchschläge zwischen Leitern unterschiedlicher Potentiale verhindern.
- Freigabe Der kürzeste Abstand durch Luft zwischen zwei leitfähigen Teilen (verhindert Überschlag/Lichtbögen in Luft).
- Kriechstrom Der kürzeste Abstand entlang der Oberfläche des Isoliermaterials (verhindert Oberflächenkriechströme oder Leckströme aufgrund von Verunreinigungen, Feuchtigkeit oder Verschmutzung).
Anforderungen hängen ab von:
- Betriebsspannung (Spitze oder Effektivwert)
- Verschmutzungsgrad (VG): VG1 (sauber), VG2 (typisches Büro/Industrie), VG3 (Industrie mit leitfähiger Verschmutzung), VG4 (schwere Außenbereiche)
- Materialgruppe (CTI – Comparative Tracking Index): I (best, ≥600), II (400–600), IIIa/IIIb (schlechteste, <400; FR-4 oft IIIa/b)
- Isolationsgrad: Funktionell (nur Betrieb), Basis (Schutz gegen elektrischen Schlag), Zusätzliche, Verstärkte/Doppelte (höchste Sicherheit, z. B. für berührbare Teile)
- Höhe (reduzierte Luftdichte oberhalb ~2000 m erfordert Leistungsminderung)
- Beschichtung (konforme Beschichtungen können die Anforderungen einiger Normen reduzieren)
Schlüsselstandards
- IPC-2221B: Allgemeine Richtlinie für das Leiterplattendesign; stellt Basistabellen für Luft- und Kriechstrecken bereit (oft früh im Design verwendet).
- IEC 60664-1: Grundlegend für die Isolationskoordination in Niederspannungssystemen (< 1000 V AC / 1500 V DC); definiert Verschmutzungsgrade und Tabellen.
- IEC 62368-1: Moderner gefahrenbasierter Sicherheitsstandard (ersetzt IEC 60950-1 für AV/IT-Geräte); weit verbreitet für verstärkte Isolierung.
- IEC 60950-1 (veraltet, aber noch referenziert): Für IT-Geräte.
- UL 60950-1 / UL 62368-1: US harmonisierte Versionen; oft für nordamerikanische Märkte erforderlich.
- Andere: IEC 61010-1 (Mess-, Steuer-, Regel- und Laborgeräte), UL 508 (Industrielle Steuerungen).
Galvanische Trennung verhindert den direkten Stromfluss zwischen Stromkreisen (z. B. Steuerungsseite vs. Leistungsseite), während sie gleichzeitig die Signal-/Leistungsübertragung ermöglicht – von entscheidender Bedeutung für die Sicherheit in industriellen Systemen mit gemischten Spannungen.
Gängige Methoden:
- Optokoppler: Optisch (LED + Fototransistor); einfach, kostengünstig für Signale; gut für digitale Ein-/Ausgänge, Rückkopplungsschleifen.
- Transformatoren: Induktiv; exzellent für Stromversorgung (isolierte DC-DC-Wandler) und AC-Signale; unterstützt Spannungsauf-/abwandlung.
- Kapazitive Isolatoren: Verwenden Hochspannungskondensatoren; moderne digitale Isolatoren (z. B. SiO₂-Barriere) bieten hohe Geschwindigkeit, geringen Stromverbrauch und eine exzellente CMTI (Gleichtakt-Transientenunterdrückung >100 V/ns).
- Magnetische Isolatoren: Induktive Kopplung in integrierten Schaltungen; ähnlich Transformatoren, aber integriert.
Standards
- IEC 60747-5-5 (Optokoppler)
- IEC 60747-17 (Kapazitive/magnetische Isolatoren)
- Für sicherheitskritische Pfade ist eine verstärkte Isolierung erforderlich (z. B. 5–10 kV Stoßspannungsfestigkeit).
Implementierungstipps
- Platzieren Sie die Isolationsbarriere mittig; minimieren Sie Überfahrten.
- Verwenden Sie Wide-Body-Gehäuse (z.B. SOIC-16 WB) für höhere Kriechstrecken (7–8 mm).
- Stellen Sie sicher, dass die CMTI Schalttransienten (z. B. SiC/GaN-Treiber) berücksichtigt.
- Kombinieren Sie mit isolierten Stromversorgungen für eine vollständige Barriere.
- Identifizieren Sie die Endanwendung (Industrielle Steuerung? Gefährlicher Bereich? Medizinisch?).
- Wählen Sie den primären Standard (z. B. IEC 62368-1 für industrielle Zwecke).
- Kriech- und Luftspalte frühzeitig berechnen (Werkzeuge/Tabellen verwenden).
- Implementieren Sie dort, wo es notwendig ist, Isolation (verstärkt für die Benutzersicherheit).
- Prototyp und Prüfung (Hochspannungsprüfung, Teilentladung, Isolationswiderstand).
- Beauftragen Sie eine Zertifizierungsstelle (UL, TÜV, CSA, SGS) für die Vorabprüfung.
- Dokumentieren Sie alles (Risikobewertung, Begründung).
- Für Gefährliches: Fügen Sie Ex-Schutz hinzu und zertifizieren Sie gemäß IECEx/ATEX.
Das industrielle PCB-Design zielt weniger darauf ab, auf dem Papier die höchste Leistung zu erzielen, als vielmehr darauf, eine langweilige, vorhersehbare und langfristige Zuverlässigkeit unter den rauen realen Bedingungen zu liefern. Wenn Ihre Platine über ein Jahrzehnt oder länger unter den Bedingungen eines Stahlwerks, einer Offshore-Plattform oder einer 24/7-Automationsfabrik makellos funktioniert – das ist das wahre Maß für den Erfolg.
Bei PCBCool, bieten wir umfassende EMS-Dienstleistungen an, die industrielle PCB-Herstellung, PCB-Bestückung und vollständigen Projektsupport für eine Vielzahl von Industrieanwendungen umfassen. Wenn Sie Herausforderungen bei der industriellen PCB-Entwicklung, -Herstellung oder -Bestückung haben, steht Ihnen unser Team gerne zur Seite. Von der Prototypenbewertung bis zur Produktionsdurchführung können wir Sie mit einer umfassenderen und praktischeren Lösung für Ihre Industrielles Leiterplattenprojekt.