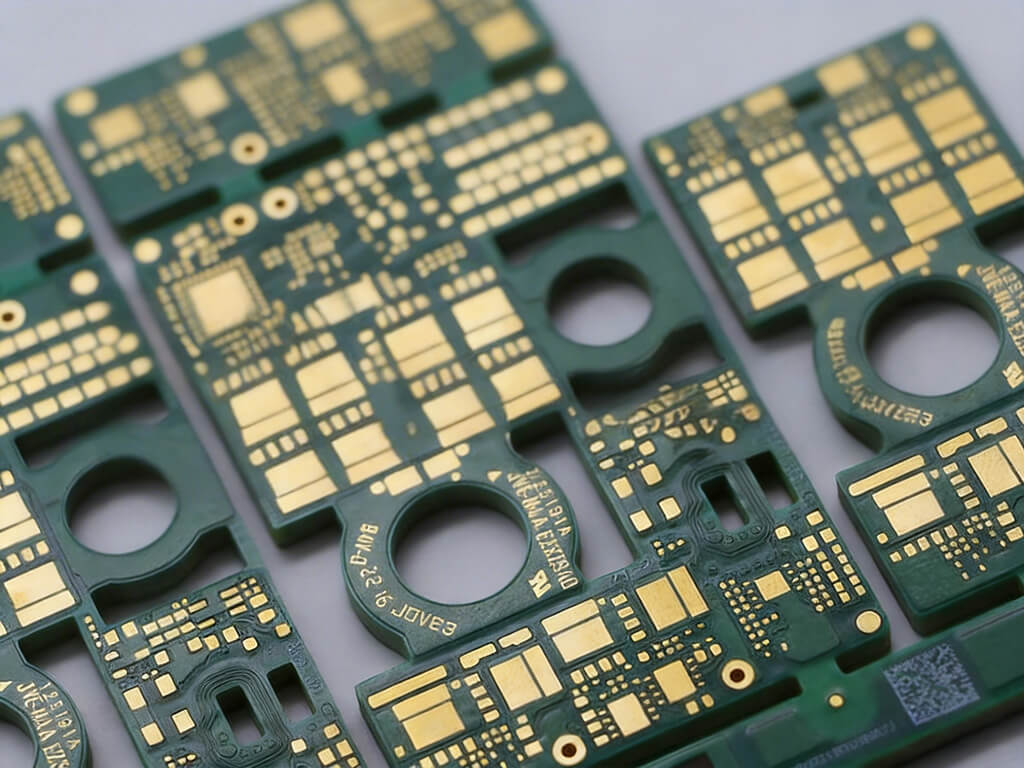
| Dickes Kupfer-Leiterplatte | |||||
|---|---|---|---|---|---|
| Produktionskapazitäten | |||||
| Spezifikationen | Standard | Max. | |||
| Max. Kupferdicke | 10oz [350µm] | 33oz [1155 µm] | |||
| Max. Leiterplattengröße | 300*450mm | 510*620mm | |||
| Min. Leiterbahnbreite / Abstand (2 OZ) | 0,20 mm / 0,18 mm | 0,18 mm / 0,16 mm | |||
| Max. Platinendicke (2OZ) | 3,2mm | 6,0mm | |||
| Seitenverhältnis | 8:1 | 10:1 | |||
| Min. Loch Kupferdicke | 25 µm | 50um | |||
| Max. Kupferdicke | 10oz [350µm] | 33oz [1155 µm] | |||
| Materialien | Hochstabiles Tg170-Material und PP mit hohem Tg und hohem Harzgehalt | ||||
| Oberflächenbeschaffenheit | Üblicherweise Hartvergoldung (ENIG) | ||||
| Layout-Leitfaden | |||||
 |  |
||||
| Kupferdicke | Min. Leiterbahnbreite | Min. Leiterbahnabstand | Minimaler Abstand von Pad zu Leiterbahn | Min. Lochdurchm. | Min. Bohrungsringung |
| 2 Unzen | 0,20 mm | 0,18 mm | 0,16 mm | 0,25 mm | 0,18 mm |
| 85 g | 0,30 mm | 0,20 mm | 0,18 mm | 0,3 mm | 0,18 mm |
| 113 Gramm | 0,35 mm | 0,25 mm | 0,23mm | 0,5 mm | 0,25 mm |
| 5 oz | 0,40 mm | 0,30 mm | 0,28 mm | 0,6 mm | 0,30 mm |
| 6 Unzen | 0,45 mm | 0,35 mm | 0,33 mm | 0,6 mm | 0,35 mm |
| 7 Unzen | 0,50 mm | 0,40 mm | 0,38mm | 0,8 mm | 0,40 mm |
| 8 oz | 0,55 mm | 0,45 mm | 0,43 mm | 1,0 mm | 0,45 mm |
| 9 Unzen | 0,60 mm | 0,50 mm | 0,48 mm | 1,0 mm | 0,50 mm |
| 283,5 g | 0,65mm | 0,55 mm | 0,53 mm | 1,0 mm | 0,55 mm |
| 11-33 OZ | Bewertung | Prozessbewertung vor der Produktion erforderlich | |||
| Festlandbasis China | Malaysia Basis | Mexikanische Basis | |
|---|---|---|---|
| Schlüsselfertiger Service | Design + PCB-Fertigung + Komponentenbeschaffung + PCB-Bestückung + Produktmontage | Komponentenbeschaffung + Leiterplattenbestückung + Produktmontage | Komponentenbeschaffung + Leiterplattenbestückung |
| Montagetechnologien | THT, SMT, Hybridmontage, Subsystemmontage | THT, SMT, Hybrid Mount, Semi Assembly | THT, SMT, Hybridmontage, Subsystemmontage |
| Fertigungskompetenzen | Prototyping, geringe bis hohe Stückzahlen | Prototyping, geringe/mittlere/hohe Stückzahl | Prototypenbau, geringe bis mittlere Stückzahlen |
| Komponenten-Fähigkeiten | Chips 0201 mm BGA, QFP & CSP 0,25 mm BGA Reparatur und Reballing | Chips 0402mm BGA, QFP & CSP 0,25mm HDMI-Anschlüsse / Micro-USB-Anschlüsse | Chips 0402mm BGA, QFP & CSP 0.3mm Press Fit / High Pin Count Connectors |
| SMT-Leitungen | 11 Zeilen, Samsung / JT | 9 Zeilen, Samsung / Panasonic / Sony | 5 Zeilen, Siemens / Samsung |
| SMT-Funktionen | Monatlich 788 Millionen Punkte | Monatlich 298 Millionen Punkte | Monatlich 63 Millionen Punkte |
| THT-Leitungen | 3 Zeilen, Automatisch / Manuell | 4 Zeilen, Auto / Manuell | 2 Zeilen, Auto / Manuell |
| Inspektionsmaschinen | SPI, AOI, 2D-Röntgen | SPI, Optische Messtechnik (VMS-4030M), Röntgentechnik (SMX-1000) | SPI, AOI, Röntgen, Mikroskop bis 20x |
| Testen | ICT/Funktionstest/Burn-in-Test/Aging-Test | ICT/Funktionstest/Einbrenn-Test | ICT/Funktionstest/Einbrenn-Test |
| Montagekosten | Kosten senken | Kosten senken | Mittlere Kosten |
| Vorlaufzeit | Als schnell wie 9 Tage mit Versand | So schnell wie 7 Tage mit Versand | So schnell wie 3 Tage mit Versand |
Zertifizierungs-Compliance-Unterstützung
-
 Unterstützung für das Qualitätsmanagementsystem nach ISO 9001
Unterstützung für das Qualitätsmanagementsystem nach ISO 9001
-
Einhaltung des Umweltmanagementsystems nach ISO 14001
-
Einhaltung der ISO 45001-Normen für Arbeitsschutz und Sicherheit am Arbeitsplatz
-
Einhaltung der Standards IPC-A-610 und IPC J-STD-001
-
Unterstützung für die Einhaltung von RoHS / REACH-Umweltvorschriften
-
Unterstützung für UL- und CE-Zertifizierungen
-
Unterstützung für ISO 13485, IEC 62031 und andere branchenspezifische Zertifizierungen
Fertigungsprozesssteuerung
-
Vollständige Stücklisten- und Chargenrückverfolgbarkeit über die gesamte Produktion hinweg
-
Materialrückverfolgbarkeit (Bauteile, Platinen, Lotpaste etc.)
-
Prozessdokumentation für regulierte Fertigung
-
Unterstützung bei der Erstabmusterung (FAI)
-
Qualitätskontrollen und Überwachung während des Produktionsprozesses
-
Kontrollierte ESD- & Reinraumprozesse (falls zutreffend)
-
Vollständige Inspektionsaufzeichnungen und Prüfberichte
-
Änderungsmanagement und Abweichungsmanagement
-
Technische Unterstützung
-
Leiterplattenherstellung
-
PCBA-Montage
-
Gehäusebau / Systemintegration
-
Prüfung und Validierung
-
Lieferkette und Logistik

-
Vakuumätzmaschine erreicht eine Regelung der Leiterbahnbreite/-abstandstoleranz von ±0,015 mm
-
Dicke Kupfergalvanisierung und Hochpräzisionssteuerung der Kupferschichtdicke
-
Unterstützte Verarbeitungstechnologien für elektrolytische und gewalzte Kupferfolien
-
12-Zonen-Reflow-Anlagen ermöglichen eine präzise Temperaturkontrolle für das Löten von Bauteilen
-
Komponentenbewertung und Ersatzunterstützung für Hochstrom- und Hochleistungsanwendungen
-
220.000 m² Leiterplatten pro Monat mit 15 Millionen SMT-Punkten pro Tag bei der Leiterplattenbestückung