La mayoría de los ensambladores de contratos tratan la limpieza posterior al reflujo como una casilla de verificación: ultrasónica, en spray, de vapor, todo elimina los residuos de fundente. Y para resistencias, condensadores y CI estándar, eso es cierto.
Pero el ensamblaje de placas de sensores MEMS se rige por reglas diferentes. En el momento en que una placa lleva dispositivos con microestructuras mecánicas de voladizo, medidos en micrones de un solo dígito, la limpieza estándar se vuelve destructiva.
Una empresa estadounidense de educación a distancia lo descubrió por las malas: 15% de sus placas de sensores volvieron defectuosas de la línea de montaje por ultrasonidos de su anterior proveedor. PS Electronics entregado las mismas placas sin ningún daño en los sensores, y se encargó de la adquisición de componentes EOL para el chip IMU descatalogado para lograrlo.
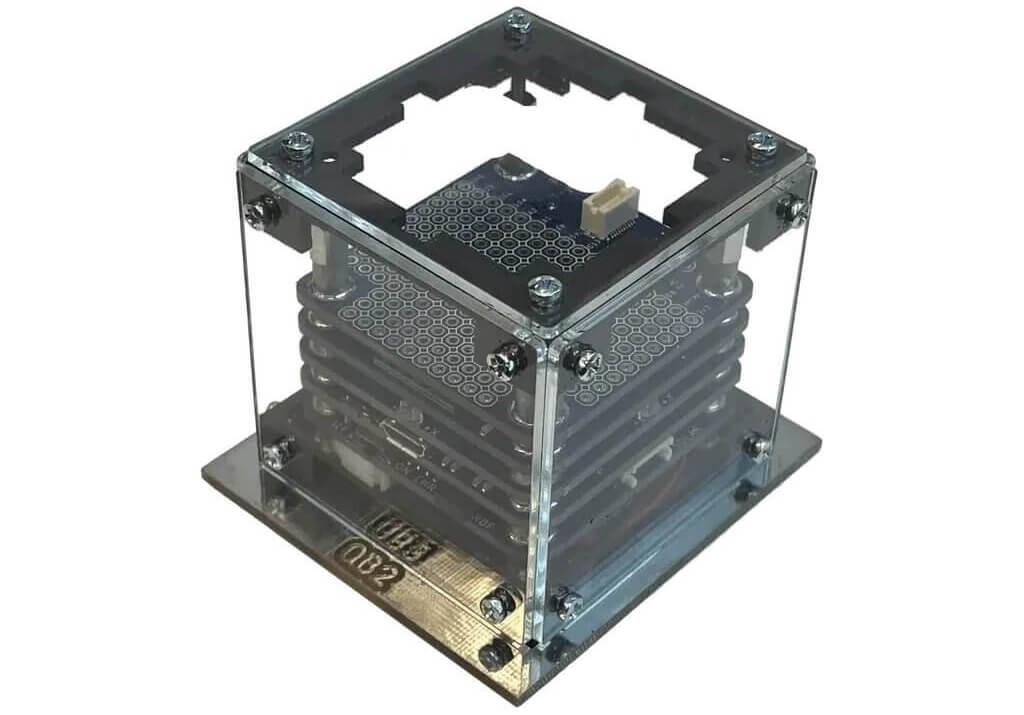
El cliente desarrolla kits educativos de satélites prácticos que se utilizan en programas de ingeniería aeroespacial universitarios. Su producto estrella es una placa de circuito densa en sensores que replica el subsistema de telemetría de un CubeSat.
Cabe mencionar que la empresa fue fundada por una figura a la que se atribuye la coinvención del estándar CubeSat, y su currículo es adoptado por programas afiliados a la NASA y a importantes contratistas de defensa.
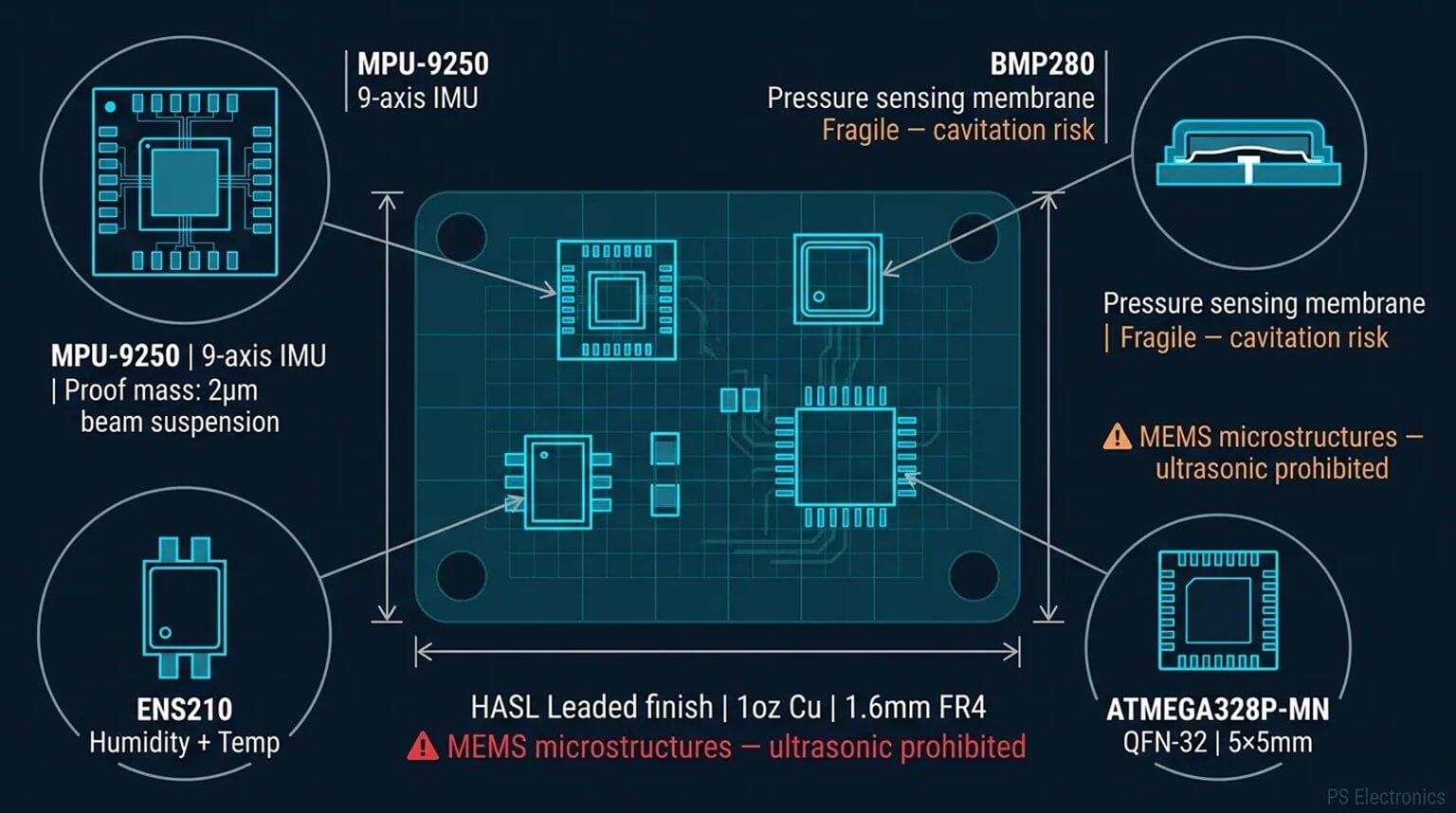
La placa empaqueta cuatro componentes sensibles en un sustrato FR4 compacto de 1,6 mm:
- un MPU-9250 (IMU de 9 ejes que combina acelerómetro, giroscopio y magnetómetro)
- un sensor de presión barométrica BMP280
- un sensor de humedad y temperatura ENS210
- un microcontrolador ATMEGA328P-MN en un encapsulado QFN-32 de 5×5 mm
El diseño también incluye filas de conectores de pines pasantes para que los estudiantes puedan conectar la placa a protoboards e instrumentos externos.
El proveedor anterior trató esto como algo rutinario Placa de circuito impreso para consumidores. Pasaron las placas por un baño ultrasónico estándar de limpieza a 40 kHz después del reflujo. El resultado:
151 placas del modelo TP3T no superaron la prueba de recepción.
El análisis post-mortem mostró vigas de suspensión fracturadas dentro del MPU-9250 y diafragmas reventados en el BMP280. La energía de cavitación del transductor ultrasónico había destruido los elementos sensores mecánicos que dan función a estos componentes.
El problema se agravó por una restricción en la cadena de suministro. InvenSense (ahora TDK) había descontinuado el MPU-9250. Cada unidad dañada significaba agotar el inventario insustituible.
El cliente necesitaba un socio de PCBA llave en mano que entendiera tres cosas simultáneamente:
- Por qué no se pueden limpiar las placas MEMS de la misma manera que se limpian todas las demás
- Cómo gestionar la obtención de componentes al final de su vida útil (EOL) para silicio descatalogado
- Cómo usar soldadura con plomo en una cadena de suministro dominante en RoHS — porque el cliente especificó HASL con plomo para enseñar soldabilidad.
La reparación comenzó retirando por completo el baño ultrasónico.
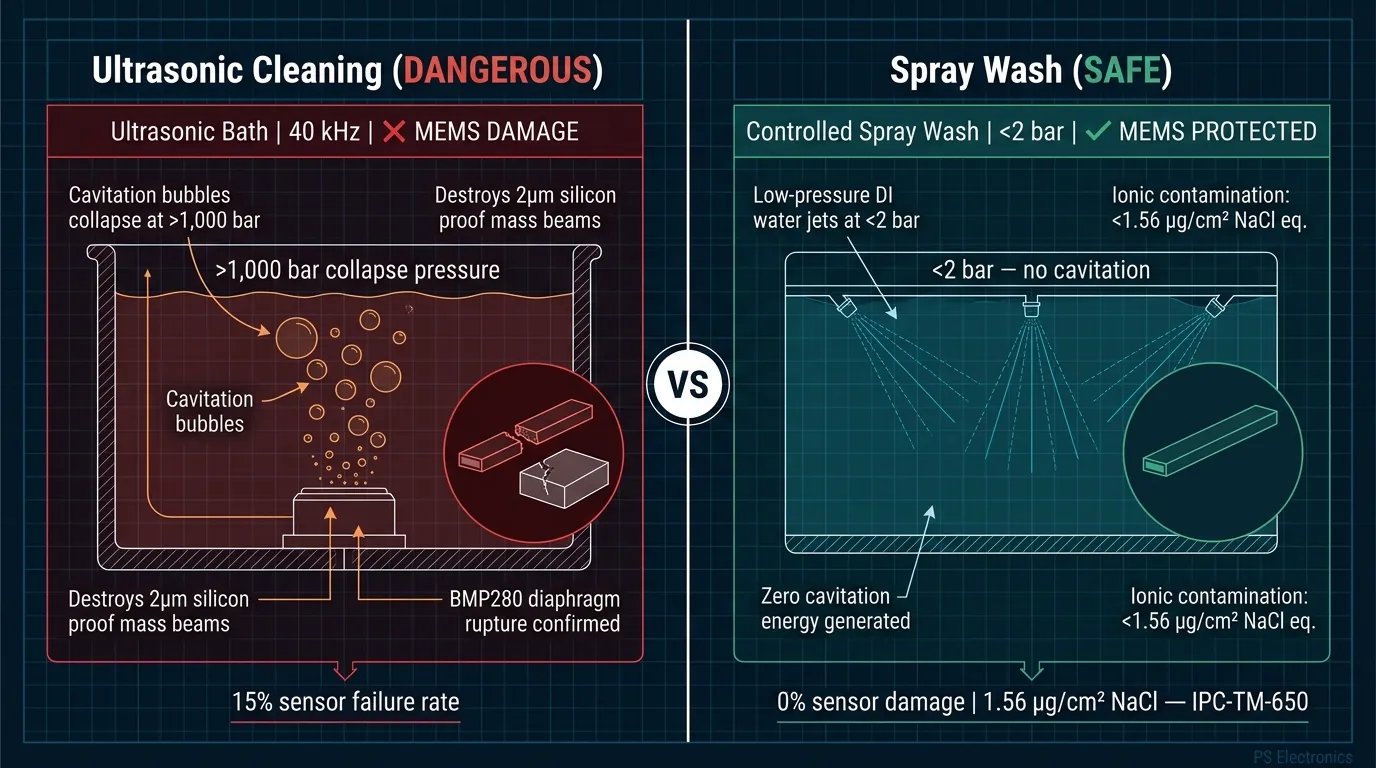
Aquí está el motivo. La limpieza ultrasónica genera burbujas de cavitación que colapsan con presiones localizadas que superan las 1000 bar. La masa de prueba dentro del MPU-9250 está suspendida en vigas de silicio de aproximadamente 2 µm de ancho. La membrana sensible a la presión del BMP280 es igualmente frágil.
Estas estructuras no sobreviven a la cavitación. No existe un ajuste ultrasónico “suave” que cambie esto: la física es la física.
PS Electronics reemplazó el baño por un sistema controlado de lavado por aspersión que utiliza chorros de agua desionizada a menos de 2 bar. La pulverización a baja presión desprende los residuos de fundente de las superficies de las almohadillas y debajo de los componentes de bajo entrehierro sin generar energía de cavitación.
Contaminación iónica post-lavado medida por debajo de 1,56 ug/cm² de equivalente de NaCl según IPC-TM-650 — el mismo estándar de limpieza que la ultrasónica, sin el daño colateral.
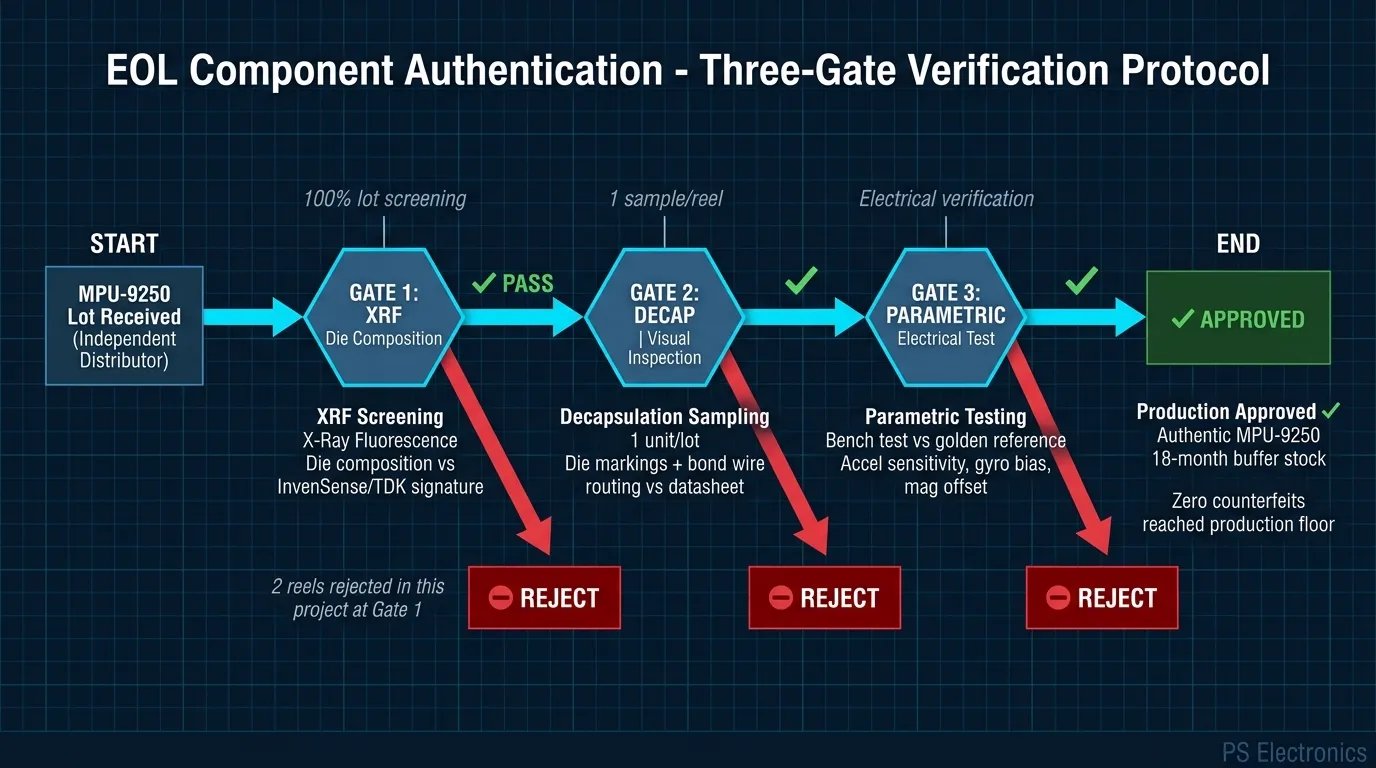
El abastecimiento del MPU-9250 descontinuado requirió trabajar con distribuidores independientes fuera del canal autorizado. Cada rollo entrante pasó por un protocolo de autenticación de tres niveles:
- Fluorescencia de rayos X (XRF) para verificar que la composición de la matriz coincidía con la firma de material de InvenSense/TDK.
- Muestreo de decapsulación: una unidad por lote, decapsulada químicamente para confirmar visualmente el marcado del dado y el enrutamiento del cable de unión contra la hoja de datos de referencia.
- Pruebas paramétricas eléctricas: cada unidad muestreada probada en banco contra unidades de referencia conocidas para sensibilidad del acelerómetro, sesgo del giroscopio y desplazamiento del magnetómetro.
Se rechazaron dos carretes sospechosos durante la fase de abastecimiento basándose en anomalías de XRF. El stock verificado restante fue suficiente para establecer un colchón de suministro de 18 meses.
La placa combina paquetes QFN de montaje superficial y MEMS con conectores de pines pasantes, un diseño de tecnología mixta que requiere dos procesos de soldadura.
PS Electronics realizó primero el SMT por reflujo utilizando un perfil con plomo Sn63Pb37 con una temperatura pico de 230 C. Luego, los conectores through-hole se unieron mediante soldadura por ola selectiva.
¿Por qué selectivo y no una segunda pasada de reflujo? Porque hacer pasar toda la placa por otro ciclo de 230 °C expondría de nuevo los dispositivos MEMS a un estrés térmico máximo.
La soldadura selectiva mantuvo la temperatura de la placa del lado superior por debajo de 150 C, muy por debajo de los límites recomendados por los fabricantes de MEMS.
- Integridad del Sensor MEMS: Índice de aprobación funcional del 100% en todos los lotes entregados. Cero daños relacionados con la cavitación. El registro de autocomprobación de la IMU de cada placa arrojó valores nominales; las lecturas barométricas del BMP280 se situaron dentro de un margen de +/-1 hPa con respecto a la referencia; la respuesta de humedad del ENS210 se mantuvo dentro de las especificaciones. Esto contrasta con la tasa de fallos del 15% del proveedor anterior.
- Calidad del componente EOL: Aceptación del lote 100% tras pasar por el control de XRF de tres puertas, el decapado y el cribado paramétrico. Dos bobinas sospechosas fueron detectadas y rechazadas en la puerta de XRF, antes incluso de llegar a la planta de producción. Ese es el objetivo de la autenticación en la fase inicial: detectar las falsificaciones en la entrada, no en la prueba de funcionamiento.
- Rendimiento de PCBA llave en mano: Rendimiento en la primera pasada del 98,71 % (TP3T) en el Escenario SMT y 99.2% en la etapa DIP. Los defectos se limitaron a pequeños puentes de soldadura en puntos de prueba no críticos, que se corrigieron mediante un retoque antes de la prueba funcional.
- Acabado de superficie con plomo: HASL con plomo verificado según la prueba de balance de mojado J-STD-003, lo que confirma que el acabado superficial cumplió con el requisito del cliente para la compatibilidad con soldadura manual de estudiantes en ejercicios de laboratorio posteriores.
El plan de control de calidad se diseñó en torno a dos hechos: los dispositivos MEMS no pueden tolerar el contacto de sondas mecánicas y los componentes EOL requieren autenticación antes de tocar una línea de producción.
- Control de Calidad de Entrada Cada lote de componentes EOL se sometió a un cribado por XRF 100%, además de a una inspección visual con un aumento de 20x para detectar indicios de reetiquetado (marcas de lijado, tipografía irregular, patrones de oxidación de los pines). Las pruebas paramétricas en banco de pruebas, comparadas con unidades de referencia de referencia, constituyeron el control final. Los componentes de la lista de materiales (BOM) estándar se verificaron contrastándolos con los códigos de fecha del fabricante y los niveles de sensibilidad a la humedad.
- Control de Calidad en Proceso (IPQC): La inspección de pasta de soldar (SPI) verificó el volumen de depósito en todas las almohadillas QFN antes de la colocación de componentes. La inspección óptica automatizada (AOI (Inspección Óptica AutomatizadaDespués del reflujo, se configuró con zonas de exclusión de sensores MEMS: el sistema óptico marcó defectos de unión sin aplicar presión de sonda mecánica a los paquetes de sensores. Después del ciclo de lavado por aspersión, las pruebas de contaminación iónica confirmaron niveles de residuo por debajo del umbral de 1,56 ug/cm² de cloruro de sodio equivalente de IPC-TM-650.
- Control de Calidad de Salida Las pruebas funcionales del 100% incluyeron la verificación de los registros de autocomprobación de la IMU, la comprobación de la calibración de la presión barométrica (+/-1 hPa) y la validación de la respuesta del sensor de humedad. Las placas se empaquetaron en bandejas con protección contra descargas electrostáticas (ESD) según la norma ANSI/ESD S20.20, algo fundamental para un producto educativo de satélites con placas sin encapsular que los estudiantes manipulan directamente.
El proceso se ejecuta bajo el sistema de gestión de calidad certificado ISO 9001 e ISO 14001 de PS Electronics.
PS Electronics entregó el lote de producción inicial en 8 días hábiles desde la recepción de los materiales. Las placas entraron en uso en el aula el semestre siguiente sin reportarse fallos en el campo.
El pipeline de abastecimiento de EOL verificado estableció un stock de reserva de 18 meses de unidades MPU-9250 autenticadas, eliminando el mayor riesgo de la cadena de suministro en su lista de materiales. Al consolidar Fabricación de PCB, adquisición de componentes, y PCBA en una relación integral única, el cliente eliminó los gastos generales de gestión de tres proveedores separados.
El Líder del Proyecto resumió el resultado:
Pasamos dos años tratando con proveedores que trataban nuestras placas MEMS como si fueran productos electrónicos de consumo estándar. El primer lote nos fue devuelto con fallos en los sensores 15% debido a su línea de limpieza. PS Electronics comprendió que estos sensores tienen microestructuras mecánicas en su interior, por lo que adaptaron el proceso a esa limitación en lugar de pasar nuestras placas por una línea estándar.
El proyecto se ejecuta como un compromiso de producción recurrente. PS Electronics gestiona tanto el ensamblaje como el canal continuo de componentesEOL — el cliente no obtiene ninguna pieza por sí mismo.
Si su diseño incluye sensores MEMS, membranas de presión o otros dispositivos mecánicamente sensibles, contactar a PS Electronics para una revisión DFM antes de su próximo ensamblaje de la placa del sensor. El proceso de limpieza es más importante de lo que la mayoría de los ingenieros esperan.