Cuando los equipos hablan de la reducción del costo de las PCB, la discusión a menudo comienza con la cantidad de unidades o la geografía del proveedor. Si bien estos factores afectan los precios, rara vez son los principales impulsores de costos. En la práctica, el precio final de la PCB se determina en gran medida mucho antes de solicitar una cotización: dentro de los propios archivos CAD.
Cada decisión de diseño tomada durante la captura esquemática y el diseño se traduce directamente en un proceso específico de fabricación o ensamblaje. El recuento de capas, la selección de materiales, el peso del cobre, la geometría de las pistas, las estructuras de las vías y la utilización de paneles se traducen en pasos de fabricación concretos. Algunos de estos pasos se encuentran dentro de la capacidad de producción estándar, mientras que otros introducen aumentos de costos desproporcionados durante la preparación CAM, la fabricación o el ensamblaje.
Para las startups de hardware y los equipos de ingeniería, reducir el costo de las PCB no se trata de “tomar atajos”. Se trata de comprender qué requisitos de diseño impactan genuinamente el rendimiento eléctrico y la confiabilidad, y cuáles simplemente activan incrementos de costo innecesarios en la fábrica.
Este artículo aborda la reducción de costos de las PCB desde una perspectiva centrada en la fabricación. Al examinar cómo las decisiones de diseño afectan tanto la fabricación como el ensamblaje de las PCB, describiremos estrategias prácticas, aprobadas por ingenieros, para reducir costos mientras se mantiene el rendimiento, la confiabilidad y la escalabilidad. El objetivo no es la placa más barata posible, sino la placa más rentable que se pueda fabricar de manera consistente en volumen.
El FR-4 sigue siendo el estándar de la industria porque ofrece una combinación bien equilibrada de resistencia mecánica, aislamiento eléctrico y fabricabilidad. Para la gran mayoría de productos de consumo, industriales y de IoT, el FR-4 estándar funciona de manera confiable y es la opción más rentable.
El diferenciador más importante dentro del FR-4 es temperatura de transición vítrea (Tg):
- Tg estándar FR-4 (130–140 °C)
Este es el material más económico y ampliamente disponible en los almacenes de fabricación. Es totalmente compatible con los perfiles estándar de reflujo sin plomo y es suficiente para la mayoría de la electrónica de baja a media potencia.
- FR-4 de alta Tg (170 °C y superior)
Los materiales de alta Tg son necesarios solo cuando las placas están expuestas a temperaturas de operación elevadas sostenidas, múltiples ciclos de reflujo o entornos industriales hostiles. Desde el punto de vista de la fabricación, estos laminados cuestan más de obtener y procesar, lo que generalmente añade 15–25% al costo de la placa desnuda. Especificar High-Tg “por si acaso” es un impulsor de costos común y evitable.
A menos que su aplicación opere habitualmente por encima de los 130 °C o haya demostrado riesgo de delaminación, el FR-4 estándar Tg es generalmente la opción correcta y más barata.
Para diseños de RF, microondas o digitales de alta velocidad que operan en el rango de GHz, el FR-4 estándar puede introducir pérdidas dieléctricas inaceptables o inestabilidad de impedancia. En estos casos, se vuelven necesarios laminados avanzados como Rogers, Isola o materiales a base de PTFE.
Sin embargo, el impacto en el costo es sustancial. Estos materiales pueden aumentar el costo de la materia prima del laminado en 5 a 10 veces, y a menudo requieren un procesamiento más lento, controles más estrictos y una menor utilización de paneles en la fábrica. Desde el punto de vista de la reducción de costos, los materiales de alta frecuencia deben limitarse estrictamente a capas o regiones donde su rendimiento eléctrico sea esencial, en lugar de aplicarse de forma predeterminada en toda la placa.
El grosor de la placa también afecta el costo más de lo que muchos diseñadores esperan. El “punto óptimo” de la industria es 1,6 mm, lo que se alinea con el material laminado estándar, los accesorios de panel y el equipo de manejo automatizado.
Los espesores no estándar introducen fricción en la fabricación:
- Placas ultrafinas (≤ 0,4 mm) requieren un manejo especial durante el revelado, la colocación en placas y el procesamiento químico para evitar deformaciones o roturas.
- Tableros extragruesos (≥ 2,4–3,2 mm) suelen requerir construcciones de laminado personalizadas y ciclos de taladrado y plateado más largos.
Ambos casos aumentan el riesgo de desecho y ralentizan el rendimiento, lo que se refleja en precios más altos. Siempre que sea posible, mantenerse en o cerca de 1.6 mm minimiza estas penalizaciones ocultas en la fabricación.
Una PCB de 2 capas no requiere laminación y sigue el flujo de fabricación más sencillo. Una vez que se introducen capas internas, el proceso de fabricación se vuelve exponencialmente más complejo:
- placas de 4 capas requiere al menos un ciclo de laminación al vacío para unir los núcleos interiores y el preimpregnado.
- 6 capas y superior los diseños suelen implicar láminas de preimpregnado más gruesas o múltiples, tolerancias de alineación más estrictas y tiempos de prensado más largos.
- Placas de alto número de capas (8 o más capas) aumentan significativamente el riesgo de errores de registro, lo que eleva las tasas de desperdicio e impacta directamente en el costo unitario.
Desde una perspectiva de fábrica, cada ciclo de laminación es un punto potencial de pérdida de rendimiento. Más capas significan más pasos en el proceso, más oportunidades de desalineación y un tiempo de ciclo general más largo.
Diseños de Interconexión de Alta Densidad (HDI), especialmente aquellos que utilizan Interconexión de Cada Capa (ELIC)—introduzca uno de los procesos más costosos en la fabricación de PCB: Acumulación Secuencial (SBU).
En SBU, las capas se agregan incrementalmente a través de ciclos repetidos de:
- Laminación
- Perforación láser (microvías)
- Galvanoplastia de cobre
Cada ciclo aumenta el costo, reduce el rendimiento y ajusta las ventanas de proceso. Por lo tanto, el HDI debe ser tratado como un solución de último recurso impulsada por restricciones de densidad o integridad de señal reales, no como una opción de diseño predeterminada.
Los diseñadores a menudo añaden capas para resolver la congestión de enrutamiento o mejorar la separación de señales. Si bien a veces es necesario, este enfoque puede inflar el costo más de lo esperado.
Antes de aumentar el número de capas, evalúe si la optimización del enrutamiento puede lograr el mismo objetivo.
- Reducir el ancho y el espaciado de las trazas (por ejemplo, de 0,15 mm a 0,10 mm) a menudo permite que un diseño permanezca en un recuento de capas más bajo.
- Reorganizar la ubicación de los componentes para acortar las redes críticas puede reducir drásticamente la presión de enrutamiento.
- Ajustar ligeramente las reglas de diseño es casi siempre más barato que añadir dos capas completas.si el fabricante puede soportar la geometría con un buen rendimiento.
Aquí es donde la comunicación temprana con su fabricante de PCB da sus frutos.
El recuento de capas por sí solo no es suficiente; simetría de apilamiento Juega un papel crítico tanto en la estabilidad de la fabricación como en el rendimiento del ensamblaje.
Una distribución asimétrica del cobre provoca una expansión térmica desigual durante la laminación y la fusión. Esto provoca deformaciones en la placa, lo que aumenta el riesgo de:
- Juntas de soldadura abiertas
- Defectos de cabeza en almohada en BGA
- Rechazos de ensamblaje automatizado
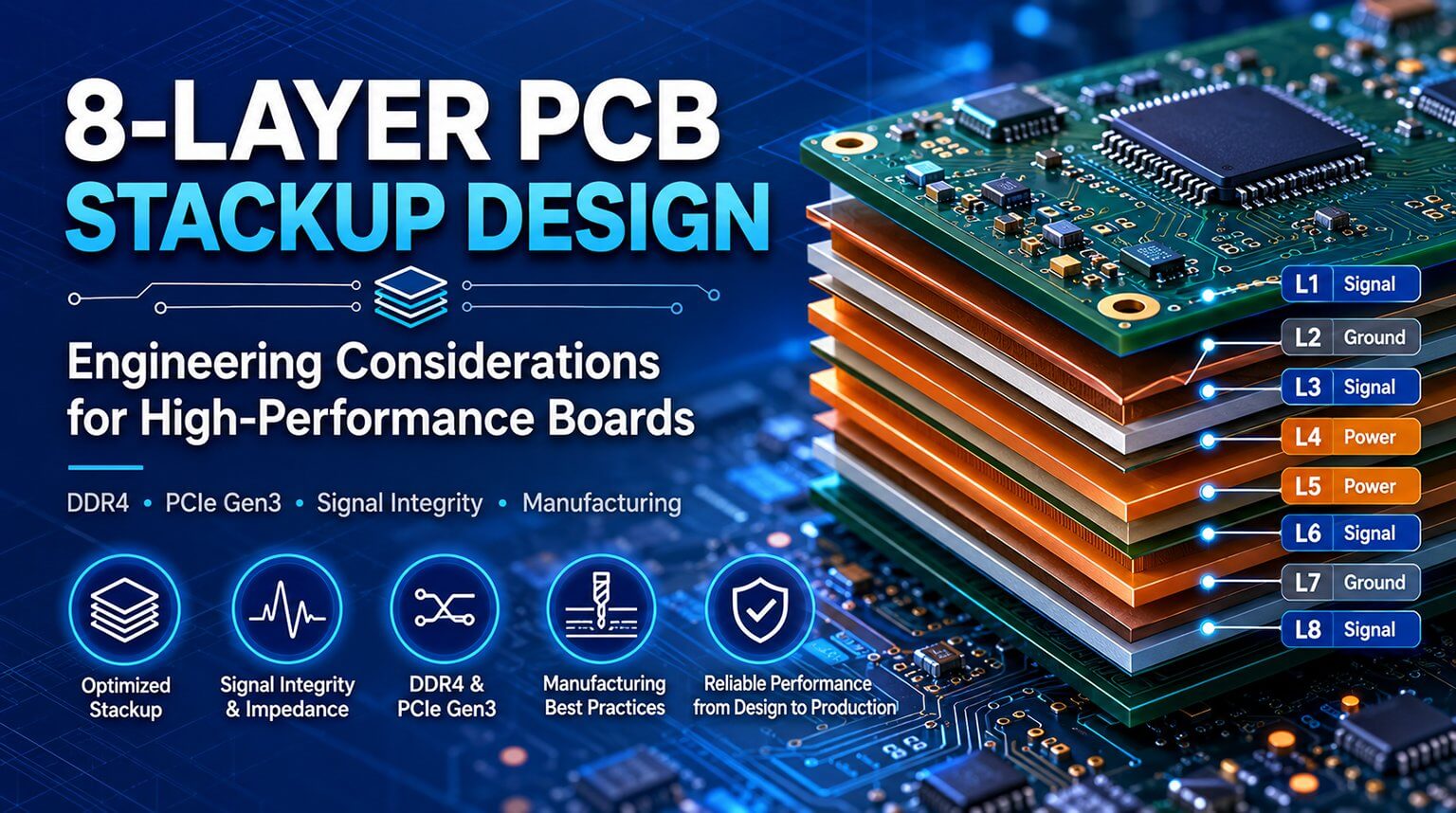
Como regla general, el balance de cobre debe reflejarse en todo el stackup. Por ejemplo, en una placa de 6 capas, un plano de cobre sólido en la Capa 2 debe coincidir con un plano similar en la Capa 5. Los stackups simétricos reducen el estrés de reflujo, mejoran la planitud y disminuyen el costo de fallas de campo y reprocesos.
Cada agujero perforado sigue la misma secuencia mecánica: el husillo se mueve a la posición, acelera a la velocidad, baja, retrae y se mueve a la siguiente coordenada. Este ciclo se repite miles de veces por panel. Como resultado:
- Una tabla con 2,000 agujeros tarda una orden de magnitud más en procesarse que uno con 200 agujeros.
- Las altas cantidades de agujeros reducen el rendimiento del panel y se convierten en un punto de presión en los precios, especialmente en la producción en volumen.
Desde la perspectiva de la fábrica, la capacidad de perforación es a menudo el cuello de botella que limita la producción diaria.
Los fabricantes de PCB más optimizados en costos definen un tamaño mecánico mínimo estándar del taladro, típicamente alrededor de 0.30 mm. Mantenerse en este umbral o por encima de él permite el uso de brocas duraderas y de corte rápido con alto rendimiento.
Cuando los tamaños de las brocas caen por debajo de este límite:
- brocas de 0.25–0.20 mm requiere brocas de carburo frágiles
- Las velocidades de avance deben reducirse para evitar la rotura de la broca.
- La vida útil de la herramienta disminuye drásticamente, aumentando el tiempo de inactividad y el riesgo de desperdicio.
Estos factores empujan el trabajo a un nivel de precios más alto. Siempre que las restricciones eléctricas y de ensamblaje lo permitan, diseñar en torno a tamaños de taladro estándar es una de las formas más fáciles de reducir costos.
Además del número de hoyos, el número de tamaños de broca distintos afecta a la eficiencia de fabricación. Cada diámetro de broca único requiere un cambio de herramienta durante el ciclo de taladrado.
- Un diseño usando 3–4 tamaños de vía es significativamente más eficiente de producir que uno que utiliza 10+ tallas
- La variación excesiva en el tamaño de las brocas aumenta el tiempo de configuración y reduce la utilización general de la máquina.
Reutilizar mediante dimensiones entre redes de alimentación, señal y tierra —donde sea factible— simplifica las herramientas y mejora el rendimiento.
Los vías ciegas y enterradas no atraviesan toda la placa. Si bien permiten una mayor densidad de enrutamiento, también multiplican la complejidad de fabricación.
Estas vías requieren:
- Taladrado y plateado de capas individuales
- Uno o más ciclos de laminación adicionales
- Control de registro más estricto
Desde el punto de vista del costo, los vias ciegos y enterrados pueden fácilmente duplicar el costo de fabricación en comparación con los vías de paso estándar. A menos que el diseño esté limitado por una densidad extrema (como en los diseños de clase de teléfonos inteligentes), los vías de paso siguen siendo la opción más económica y robusta.
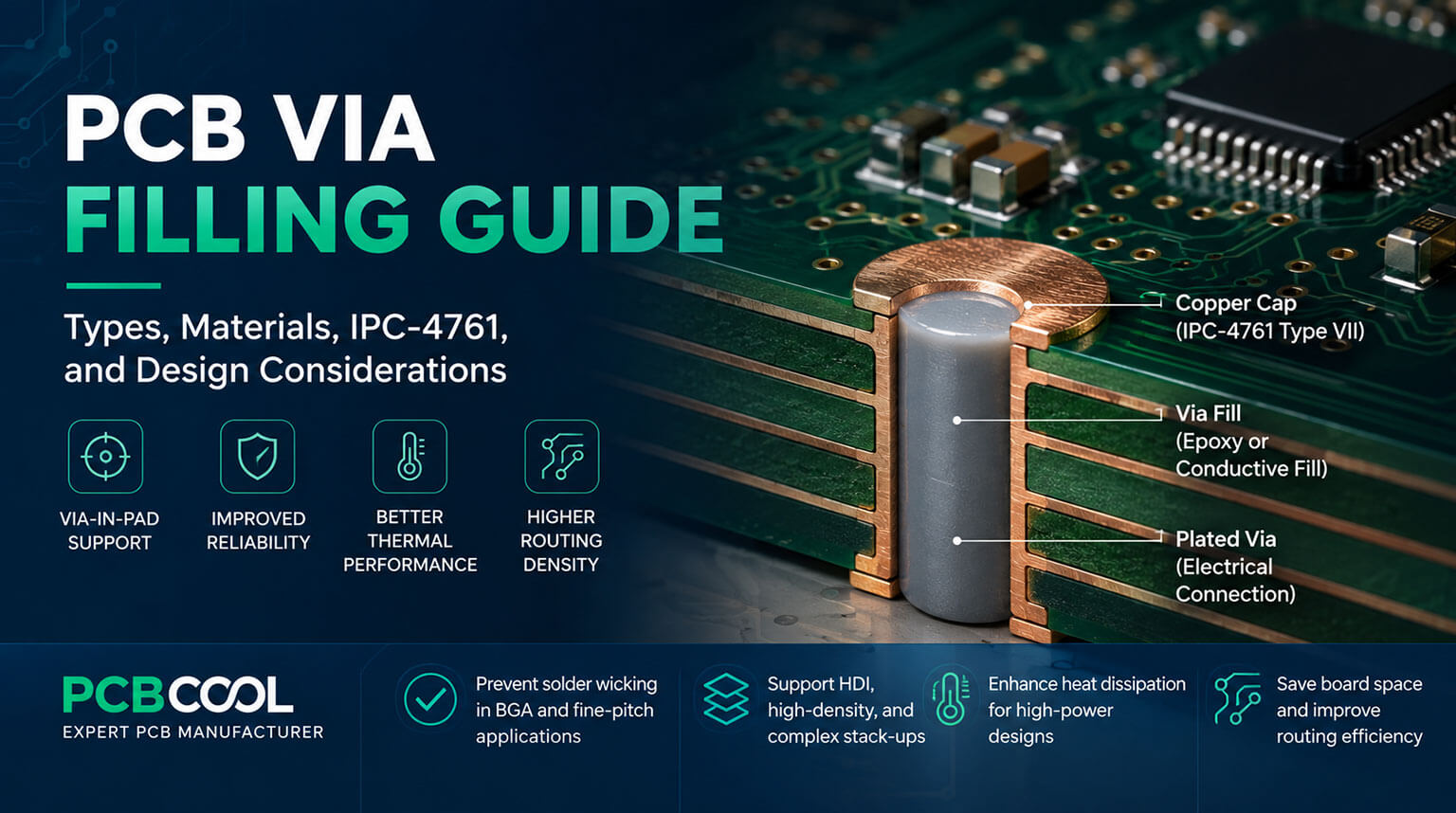
Los diseños de vía en pad mejoran el enrutamiento y la integridad de la señal bajo componentes de paso fino, pero requieren procesamiento adicional:
- Mediante relleno con epoxi conductor o no conductor
- Planarización
- Revestimiento de cobre sobre el vía relleno
Este proceso típicamente añade 20–30% al costo de la placa desnuda y aumenta el riesgo de defectos de soldadura o de anulación si no se controla estrictamente. Por lo tanto, la vía en pad debe limitarse a casos en los que sea funcionalmente requerida, como BGAs de alto recuento de pines con enrutamiento de escape ajustado.
El Hot Air Solder Leveling (HASL) es el acabado superficial más económico y sigue siendo ampliamente utilizado para diseños sensibles al costo.
- HASL con plomo ofrece una excelente soldabilidad y el menor costo de procesamiento, pero su superficie irregular la hace inadecuada para componentes de paso fino.
- HASL sin plomo es más compatible con el medio ambiente, pero tiende a producir pastillas “abovedadas” debido a una mayor tensión superficial de la soldadura.
Desde una perspectiva de ensamblaje, la no planaridad del HASL puede crear desafíos para QFNs, QFP de paso fino y BGA, donde la planitud de la placa es crítica. HASL es más adecuado para diseños con pasos de componentes más grandes y requisitos de coplanaridad relajados.
Níquel químico (ENIG) se prefiere ampliamente por su superficie plana, uniforme y larga vida útil. Es particularmente adecuado para:
- BGAs y QFN de paso fino
- Ensamblajes de alta fiabilidad
- Placas de tecnología mixta que requieren uniones de soldadura consistentes
Sin embargo, ENIG involucra múltiples pasos químicos y usa oro real, lo que lo hace inherentemente más caro. En la práctica, ENIG típicamente añade alrededor de 10% al coste de la placa desnuda en comparación con HASL. Si bien a menudo está justificado, no debe seleccionarse por defecto si el diseño no exige sus ventajas.
El Conservante Orgánico de Soldabilidad (OSP) proporciona un recubrimiento orgánico delgado que protege el cobre hasta el ensamblaje. Ofrece:
- Excelente planitud de la almohadilla
- Menor costo que ENIG
- Compatibilidad con componentes de paso fino
El compromiso es la vida útil. El OSP se degrada con el manejo y la exposición, lo que lo hace más adecuado para producción de gran volumen donde el ensamblaje sigue a la fabricación rápidamente. Para startups con cadenas de suministro estrechamente coordinadas, OSP puede ser un punto intermedio efectivo entre HASL y ENIG.
El dorado duro no es un acabado superficial de propósito general. Se usa específicamente para conectores de borde y dedos dorados, como las que se encuentran en las tarjetas PCIe o los módulos de memoria.
Este proceso requiere:
- Galvanoplastia
- Enmascaramiento y procesamiento selectivo
- Pasos de configuración manual
Como resultado, el oro duro introduce costos significativos de mano de obra y procesamiento. Solo debe especificarse en los contactos de los conectores y nunca en toda la placa, a menos que sea eléctricamente necesario.
La producción acelerada aumenta significativamente el costo porque interrumpe la planificación de la fábrica y consume capacidad premium.
- A Pedido de 24 horas de entrega rápida puede costar 3–4 veces más que un tiempo de entrega estándar.
- Ventanas de producción estándar (típicamente 7–10 días hábilespermiten una mejor agrupación de paneles y una mayor utilización de las máquinas.
Siempre que sea posible, planifique los cronogramas de desarrollo para evitar cambios de emergencia. Los cronogramas estables y predecibles son una de las palancas de reducción de costos más sencillas disponibles para las startups.
Los fabricantes valoran el rendimiento esperado. Si un diseño probablemente produzca solo Placas 70% en buen estado, el coste de la chatarra 30% restante se incluye en el presupuesto final.
Los eliminadores comunes de rendimiento incluyen:
- Tolerancias excesivamente ajustadas
- Recuento de capas excesivo o características HDI
- Apilamientos asimétricos
- Tamaños de broca marginales y geometrías de pad
Los diseños de alto rendimiento se mueven más rápido por la fábrica, generan menos desechos y reciben precios más competitivos. En la práctica, diseñar para el rendimiento es la estrategia de costos a largo plazo más poderosa.
Al pedir placas de circuito impreso, usted no está comprando placas individuales; está comprando bienes raíces en un panel de producción estándar, comúnmente alrededor de 18 × 24 pulgadas.
Los fabricantes requieren un Marco de 10–15 mm de perímetro para manipulación de transportadores, marcas de referencia y agujeros de herramientas. Lo que queda es el área útil del panel. Pequeños cambios en las dimensiones de la placa pueden tener un impacto desproporcionado en el costo:
- Un diseño que encaje 6 tablas por panel es significativamente más barato que uno que solo encaja 4
- Cruzar un umbral de panelización puede aumentar el costo por unidad en 50% o más
Optimizar el contorno de la placa en las primeras etapas —a veces con apenas unos milímetros— puede generar ahorros importantes a gran escala.
El método de separación de la placa afecta tanto la velocidad de fabricación como el ensamblaje posterior.
- V-scoring usa cuchillas anguladas para marcar líneas rectas a través del panel. Es rápido, altamente repetible y de bajo costo.
- Enrutamiento de pestañas utiliza una fresa para cortar contornos complejos. Es más lento, aumenta el desgaste de la herramienta y consume más tiempo de máquina.
Siempre que la geometría de la placa lo permita, las tablas rectangulares deben separarse con V-scoring. Reserve el enrutamiento de pestañas para formas o diseños irregulares que realmente requieran contornos complejos.
Reducir el costo de las PCB no se trata de aplicar trucos aislados o de buscar la cotización más baja. Es un proceso sistemático de alinear la intención del diseño con la realidad de la fabricación. Cada decisión —selección de material, recuento de capas, estructura de vías, acabado superficial, utilización del panel y tiempo de entrega— representa un compromiso entre costo, confiabilidad y escalabilidad.
Si bien muchas oportunidades de ahorro de costos se pueden identificar a través de un cuidadoso diseño de PCB y un análisis interno, las mejoras más efectivas a menudo surgen de la colaboración directa con el fabricante. Un socio de fabricación que comprende tanto las limitaciones de ingeniería como la economía de producción puede identificar los impulsores de costos innecesarios desde el principio, antes de que se conviertan en pérdidas de rendimiento, reelaboración o retrasos en los cronogramas.
En PCBCool, nuestro enfoque se basa en esta filosofía. Nos centramos primero en la calidad de fabricación y la estabilidad del proceso, y luego trabajamos con nuestros clientes para eliminar costos donde no aportan valor.
(Puede revisar un estudio de caso real aquí → [Haz clic aquí])
Para startups de hardware y equipos de ingeniería, el objetivo no debe ser la PCB más barata en papel, sino la placa más rentable que pueda fabricarse de manera consistente, ensamblarse de forma fiable y escalarse con confianza.