Im Jahr 2024 habe ich 29 fehlerhafte BGA-Prototypen in Kenia, Bolivien, Vietnam und Osteuropa geprüft. In 22 Fällen war das Schaltbild korrekt, das Layout bestand die DRC (Design Rule Check) und die Gerber-Dateien waren fehlerfrei.dennoch bootete das Board nicht. Röntgen- und Querschnittsanalyse ergaben Head-in-Pillow-Defekte, hohlraumhaltige Lötstellen, fehlausgerichtete Mikro Vias und thermisch bedingte Verzugsrisse.
Die eigentliche Ursache lag nicht beim Assembler. Es war Physik.
BGA ist nicht nur “dichte Verdrahtung”. Es ist eine gemeinsame Designherausforderung, die die Paketarchitektur, das Stackup-Engineering, das Wärmemanagement, die Signalintegrität, die Reflow-Dynamik und sogar das regionale Klima umfasst. Wenn ein Element falsch ist – besonders Längenbalance von Leiterbahnen innerhalb von Entlastungsleitungsführungsbereichen und Ausbruchsbereichen—und Sie verzögern nicht nur einen Prototypen. Sie verbrennen oft über $1.000 zur Röntgendiagnostik, Hunderte weitere für Nacharbeit und wochenlange Glaubwürdigkeit.
Dieser Leitfaden liefert, was in der Praxis tatsächlich funktioniert:
- Via-in-Pad-Ansätze, die das Aufsteigen von Lot in Umgebungen mit hoher Luftfeuchtigkeit verhindern
- Fanout-Techniken, abgestimmt auf Tonhöhe, Budget und lokale Fertigungskapazitäten
- Reflow-fähige Designs, die ungleichmäßigen Lotkollaps unter Niederdruckbedingungen vermeiden
- Wie Sie den BGA-Prozess Ihres EMS-Partners vor der Beauftragung prüfen
Kein Marketing-Geschwätz. Nicht “einfach IPC befolgen”.”
Nur Konstruktionen, die Monsunen, Höhe, bleifreien Reflow-Lötungen – und den unerbittlichen Zeitspielräumen moderner Hochgeschwindigkeitsschnittstellen standhalten.
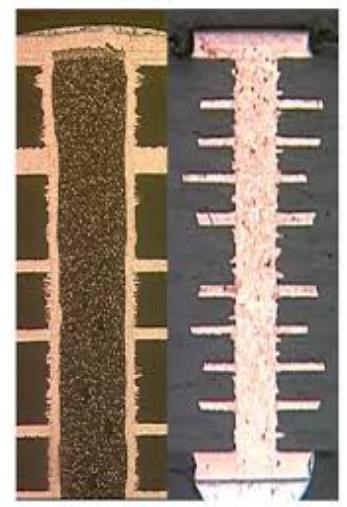
Ungefüllte Vias unter BGA-Pads wirken als Kapillarkanäle während des Reflows, wodurch geschmolzenes Lötzinn von der Lötstelle weggeleitet wird. In kontrollierten, trockenen Laborumgebungen führt dies häufig zur Bildung von Hohlräumen (30–50%).
Aber in Umgebungen mit hoher Luftfeuchtigkeit – wie Nairobi (≈85% RH) oder Bangkok (≈90% RH)—Feuchtigkeit, die in unbestückten Vias eingeschlossen ist, verdampft bei ca. 220 °C., heftig Lot aus dem Lötpunkt stoßend.
Röntgennachweis:
A ESP32-WROVER Modul mit 0,4 mm Pitch auf einem kenianischen IoT-Board zeigte ein 85%-Fehlquote bei Eckbällen. Die Querschnittsanalyse bestätigte einen durch Dampf verursachten Lötmittelaustritt aus den Via-Barrel-Bereichen.
Korrektur:
Spezifizieren gefüllte und verkappte Vias für alle Pads unter BGA bei einem Rastermaß von ≤ 0,5 mm.
Aber nicht alle Füllungen sind gleich:
- Kupferbeschichtete Füllung Beste Wärmeleitfähigkeit (~398 W/m·K), ideal für Strom- und Masseanschlüsse, erfordert jedoch eine sequenzielle Laminierung (~+30% Kosten)
- Epoxidfüllung + Kupferkappe Gute elektrische Leitfähigkeit, moderate thermische Leitfähigkeit (~3–8 W/m·K), ausreichend für die meisten Signal-BGAs
- Nichtleitendes Epoxidharz Vermeiden. Erzeugt thermische Engpässe und CTE-Fehlanpassung
IPC-7351B empfiehlt Pad-Durchmesser ≈ 0.85 × Ball-Pitch, aber viele Designs ignorieren Lötstopplack-ExpansionDer Abstand zwischen dem Kupferpad und der Maskenöffnung.
In kostengünstigen Fabs (üblich in Teilen Südostasiens), Die Lötmasken-Ausrichtungstoleranz beträgt typischerweise ±0,1 mm.. Bei keiner Expansion kann die Maske teilweise auf das Pad übergreifen, was zu inkonsistentem Benetzen und Kopfschattierungsdefekte.
Empfohlene Vorgehensweise:
- Pad-Durchmesser = 0,85 × Steigung
- Lötstoppöffnung = Pad + 0,2 mm (+0,1 mm pro Seite)
- Verwenden Sie standardmäßig NSMD-Pads; geben Sie SMD-Pads nur an, wenn dies vom Hersteller ausdrücklich verlangt wird.
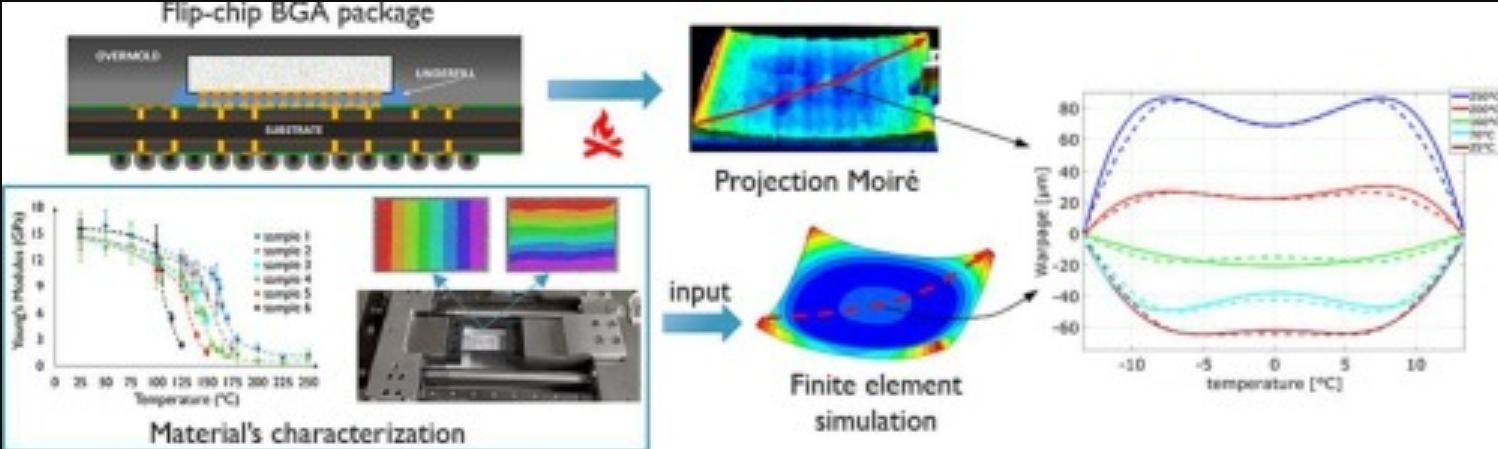
BGAs sind abhängig von symmetrische thermische Masse während des Reflow-Lötens. Wenn eine Seite des Pakets über deutlich mehr Kupfer liegt – wie zum Beispiel eine massive Massefläche – erwärmt sie sich langsamer und induziert Verzug und Kaltstellen.
In großer Höhe—La Paz, Bolivien (ca. 3.600 m)—atmosphärischer Druck fällt auf ungefähr 63 kPa. Dies reduziert den konvektiven Wärmeübergang und beeinträchtigt das Ausgasen der Lotpaste. Standardmäßige Reflow-Profile auf Meereshöhe scheitern oft, was zu einer unvollständigen Lötmittelverfestigung führt.
Korrektur:
- Fügen Sie in den inneren Lagen unter BGAs Kupfer-Thieving hinzu, um die thermische Masse auszugleichen.
- Gleichmäßige Flächenverteilung beibehalten; große asymmetrische Güsse vermeiden
- Teilen Sie höhenkorrigierte Reflow-Profile mit Ihrem EMS-Partner:
- Einweichzeit +15 Sekunden
- Höchsttemperatur +5 °C
- Zeit über Liquidus ≥ 60 s
| Strategie | Am besten für | Anforderungen an den Stoff | Risiko |
|---|
| Umfangsverteiler | Pitch ≥ 0,8 mm (typisch für viele BGAs) | Standard 2-Schicht | Abfallzentren-Routing; nicht skalierbar |
| Knochen-Hund | Pitch ~0,65 mm | 4+ Lagen, Via neben Pad (gefüllt/gekappt, falls Via-in-Pad verwendet wird) | Erfordert präzise Via-Platzierung; Risiko von Brückenbildung |
| Gestaffelte Mikro-Via | Teilungsabstand 0,5–0,4 mm | HDI, Laserbohren | Kostensteigerung um das ca. 2,5-fache; nicht verfügbar in EMS Tier-3 |
| Skip-Via (Nächster Nachbar) | Pitch 0,4 mm, Pin- tauschen | Layout-Flexibilität | Funktioniert nur, wenn die IC den Pin-Tausch oder die Neuabordnung erlaubt |
Pro-Einblick
Für einen Pitch von 0,4 mm (ESP32, nRF52840) ist ein Mikrovia-Stack ideal – vielen EMS-Shops in Nairobi oder Manila fehlt jedoch die Laserbohrfähigkeit. Eine praktische Ersatzstrategie ist die Verwendung von Dog-Bone-Fanouts mit Vias neben den Pads, gefüllten/verkappten Vias und der Akzeptanz von 2-3 verlorenen Mittelpins.
Ein BGA-Stackup muss drei Anforderungen erfüllen: Signalintegrität, Powerintegrität und thermische Leitfähigkeit.
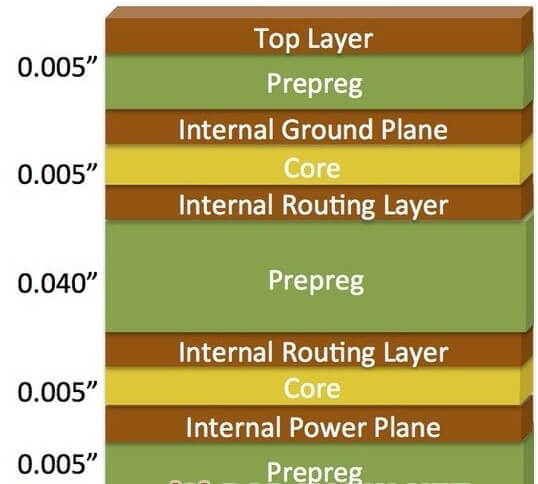
Empfohlene 6-lagige Stackup für 0,4–0,5 mm BGA:
- Oberteil Signal (BGA-Lage)
- Innere 1 Masse (fest, keine Risse unter BGA)
- Innen 2: Stromversorgung (nur außerhalb des BGA-Footprints aufgeteilt)
- Innen 3: Kraft
- Innenseite 4 Boden
- Unterseite Signal
Prepreg-Dicke unter dem BGA: ≤ 0,1 mm (typisches Ziel für kontrollierte Impedanz)
Basismaterial: Isola FR408HR oder Panasonic Megtron 6 für Signale >1 Gbps
Vermeiden Sie generisches FR-4 für DDR3/4.
Verwenden Sie Laminate mit geringen Verlusten und geringer Dk-Variation, um Timing-Skew und Impedanzdrift zu verhindern.
Selbst perfekte Designs versagen in der Praxis – da Fertigungsbedingungen und Umgebungen variieren. Ermöglichen Sie Nacharbeit:
- Mindestens zwei diagonale Eckbälle freilegen – Heißluftdüsen benötigen Zugang
- Befestigungspunkte in der Nähe der BGA platzieren (wenn möglich innerhalb von ca. 5 mm) – ermöglicht automatisiertes Reballing und Ausrichtung
- Fügen Sie Testpunkte auf kritischen Netzen hinzu: RESET, BOOT, JTAG, Takt.
- Vermeiden Sie Metallabschirmungen direkt über der BGA – sie stauen Wärme und blockieren den Zugang der Düse.
In ländlichen Gebieten Kenias verwenden Techniker oft manuelle Heißluftstationen (858D). Wenn alle Ecken mit Kappen oder Schilden abgedeckt sind, wird eine Nacharbeit unmöglich und das Board wird verschrottet.
Profi-Tipp:
Integrieren Sie eine “Wiederaufarbeitungszugangszone” in Ihre mechanische Zeichnung.
“Keine Bauteile oder hohe Teile innerhalb von mindestens 3 mm von den BGA-Ecken.”
Bevor Sie Gerberdateien senden, stellen Sie Ihrem EMS-Anbieter diese Fragen:
“Wie hoch ist Ihre Erstausbeute für BGAs mit 0,4 mm Pitch?”
→ Typisches Kursziel: im Bereich von hohen 80ern bis zu niedrigen 90ern (%). Ein Wert unter ~85 (%) gilt als Warnsignal.
“Verwenden Sie Stickstoff-Reflow für Fine-Pitch-BGAs?”
→ Stark empfohlen. Luftzirkulation erhöht die Oxidation und reduziert die Benetzung, insbesondere bei feinstrukturigen Lötpastenpastenaufträgen.
“Welche Schablonendicke verwenden Sie für einen 0,4-mm-Pitch?”
→ 0,1 mm ist typisch. 0,15 mm erhöht das Risiko von Überbrückungen.
“Können Sie Röntgen- und AOI-Berichte für den Erstartikel bereitstellen?”
→ Nicht verhandelbar für missionskritische Konstruktionen.
“Unterstützen Sie leitfähigkeitsgefüllte Vias?”
Wenn nicht, vermeiden Sie Via-in-Pad bei einem Rastermaß von ≤ 0,5 mm.
Tatsächliche Kosten:
Ein Team in Hanoi hat dieses Protokoll nicht befolgt – EMS verwendete Luft-Reflow und eine 0,15-mm-Schablone, was zu einer Brückenbildung bei 63% auf einem ESP32-WROOM-32U führte. Gesamtverlust: $4.200.
| Region | Herausforderung | Entwurfsantwort |
|---|
| Ostafrika (Nairobi, 1.800 m, 85% relative Luftfeuchtigkeit) | Feuchtigkeitsaufnahme, Oxidation | Durchkontaktierungen mit leitfähigem Füllmaterial; Acryl-Schutzlack; keine freiliegende Kupferfläche |
| Anden (La Paz, 3.600 m) | Geringe Konvektion, Reflow-Probleme | Thermische Masse unter BGA reduzieren; höhenkorrigiertes Reflow-Profil spezifizieren |
| Südostasien (Bangkok, Meereshöhe, 90% relative Luftfeuchtigkeit) | Feuchtigkeitsinduzierte Korrosion und Dendritenrisiko | Verbessern Sie die Sauberkeit, erhöhen Sie Kriech- und Luftstrecken, erwägen Sie eine Schutzlackierung oder Vergussmasse |
| Osteuropa (Budapest, industriell) | Vibration, thermische Wechselbeanspruchung | Zugentlastung hinzufügen; Unterfüllung für große BGAs verwenden (typisch ≥10×10 mm) |
Profi-Tipp:
Fügen Sie für tropische Einsätze einen Schritt zur Konformalkühlung in Ihre Montageanweisungen ein.
“Tragen Sie nach ICT eine Acryl-Schutzlackierung auf – 24 Stunden bei 25 °C aushärten lassen.”
Bei BGAs >10×10 mm (z. B. FPGAs, Prozessoren) verursacht die CTE-Fehlanpassung zwischen der Leiterplatte (~17 ppm/°C) und Silizium (~2,6 ppm/°C) eine Lötmittelermüdung während des thermischen Zyklusbetriebs.
Lösung: Kapillare Unterfüllung (z. B. Henkel LOCTITE 3540):
- Kann Stress um bis zu ~70% reduzieren
- Kann die thermische Zyklenlebensdauer von ca. 500 auf mehrere tausend Zyklen erhöhen
- Allgemein erforderlich oder dringend empfohlen für Zuverlässigkeitsziele im Automobil- und Industrieumfeld
Allerdings verursacht das Unterfüllen zusätzliche Kosten (~$0,80–$2,50 pro Einheit) und erschwert Nacharbeiten. Verwenden Sie diese Methode nur, wenn:
- Betriebstemperaturbereich >60°C
- Brett, das Vibrationen ausgesetzt ist
- Produktlebensdauer >3 Jahre
Bei BGA-Designs geht es nicht um Dichte, sondern um die Berücksichtigung physikalischer Gegebenheiten unter verschiedenen Umgebungsbedingungen. Die besten BGA-Layouts weisen nicht die meisten Leiterbahnen auf. Es sind diejenigen, die die Luftfeuchtigkeit in Nairobi, die Höhe in La Paz und die Einschränkungen einer Heißluftstation eines Technikers in einer ländlichen Klinik berücksichtigen. Entwerfen Sie nicht nur für den Reflow-Ofen, sondern für das Feld, das Klima und den Menschen, der es im Falle eines Ausfalls reparieren muss. Denn in der Hardware ist Zuverlässigkeit keine Spezifikation, sondern ein Versprechen.
Um kostspielige Wiederholungen zu vermeiden und sicherzustellen, dass Ihr Design den realen Bedingungen standhält, PCBCool Wir bieten BGA-bewusstes PCB-Design, Prototyping und Bestückung an, mit Produktionsunterstützung in mehreren Regionen, um Ihre Fertigungsprozesse abzubilden.