En 2024, audité 29 prototipos de BGA fallidos en Kenia, Bolivia, Vietnam y Europa del Este. En 22 casos, el esquemático era correcto, el layout pasaba DRC y los Gerber estaban limpios.sin embargo, la placa no arrancaba. El análisis de rayos X y de sección transversal reveló defectos de cabeza en almohada, uniones de soldadura con vacíos, microvías desalineadas y grietas por deformación térmica.
La causa raíz no fue el ensamblador. Fue física.
BGA no es solo “enrutamiento denso”. Es un desafío de codesarrollo que abarca la arquitectura del encapsulado, la ingeniería de apilamiento, la gestión térmica, la integridad de la señal, la dinámica de reflujo e incluso el clima regional. Si falla un elemento, especialmente longitud de traza balance en el enrutamiento de escape y regiones de breakout—y no solo estás retrasando un prototipo. A menudo estás quemando más de $1,000 sobre diagnóstico por rayos X, cientos más en retabajos y semanas de credibilidad.
Esta guía ofrece lo que realmente funciona en producción:
- Enfoques de vía en almohadilla que previenen la migración de estaño en ambientes de alta humedad
- Técnicas de distribución adaptadas al tono, presupuesto y capacidad de fabricación local
- Diseños sensibles a la reflujo que evitan el colapso desigual de la soldadura en condiciones de baja presión
- Cómo auditar el proceso de BGA de su socio de EMS antes de comprometerse
Sin palabrería de marketing. Sin “solo sigue el IPC”.”
Ingeniería que simplemente sobrevive a los monzones, la altitud, el reflujo sin plomo y los implacables márgenes de tiempo de las modernas interfaces de alta velocidad.
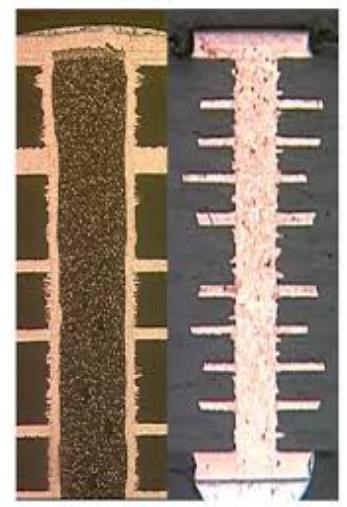
Vías sin rellenar bajo las almohadillas BGA actúan como canales capilares durante el reflujo, lo que provoca que la soldadura fundida se aleje de la unión. En laboratorios controlados y secos, esto suele dar lugar a la formación de poros en el 30–50%.
Pero en entornos de alta humedad, como Nairobi (≈851 % de humedad relativa) o Bangkok (≈901 % de humedad relativa)—humedad atrapada en vías no rellenas se vaporiza a ~220 °C, expulsando violentamente la soldadura de la unión.
Evidencia de rayos X:
A Módulo ESP32-WROVER de 0.4 mm de paso en una placa IoT de Kenia mostró un Índice de fallos del 85% en los tiros de esquina. El corte transversal confirmó la explosión de soldadura inducida por vapor que se originaba en los barriles de las vías.
Corregir:
Especificar vías rellenas y tapadas para todas las almohadillas debajo de BGA cuando el paso ≤ 0.5 mm.
Pero no todas las provisiones son iguales:
- Recubrimiento de cobre La mejor conductividad térmica (~398 W/m·K), ideal para la alimentación y la masa, pero requiere un laminado secuencial (coste aproximado de +30%)
- Relleno epoxi + Tapón de cobre: Buena continuidad eléctrica, conductividad térmica moderada (~3–8 W/m·K), suficiente para la mayoría de los BGA de señal
- Epoxi No Conductor Evita. Crea cuellos de botella térmicos y desajuste CTE
IPC-7351B recomienda diámetro del pad ≈ 0.85 × paso de la bola, pero muchos diseños ignoran expansión de máscara de soldadura—la holgura entre la almohadilla de cobre y la apertura de la máscara.
En fábricas optimizadas para el costo (comunes en partes del Sudeste Asiático), La tolerancia de alineación de la máscara de soldadura es típicamente de ±0.1 mm. Con cero expansión, la máscara puede invadir parcialmente la almohadilla, lo que lleva a un humedecimiento inconsistente y defectos de cabeza en almohada.
Práctica recomendada:
- Diámetro de pastilla = 0,85 × paso
- Apertura de la máscara de soldadura = pad + 0.2 mm (+0.1 mm por lado)
- Use almohadillas NSMD por defecto; solo especifique almohadillas SMD cuando sea requerido explícitamente por el fabricante.
Las BGA dependen de masa térmica simétrica durante el reflujo. Si un lado del paquete se asienta sobre significativamente más cobre, como un plano de tierra sólido, se calienta más lentamente, induciendo empaquetado de deformaciones y juntas frías.
A gran altitud—La Paz, Bolivia (≈3,600 m)—la presión atmosférica desciende a aproximadamente 63 kPa. Esto reduce la transferencia de calor por convección y degrada el desgasificado de la pasta de soldar. Los perfiles estándar de reflujo a nivel del mar a menudo fallan, resultando en una coalescencia incompleta de la soldadura.
Corregir:
- Añade cobre para disipación térmica en capas internas debajo de los BGA para equilibrar la masa térmica
- Mantener una distribución plana y uniforme; evitar vertidos grandes y asimétricos
- Comparte perfiles de reflujo ajustados por altitud con tu socio de EMS:
- Tiempo de remojo: +15 s
- Temperatura máxima: +5 °C
- Tiempo por encima del líquido > 60 s
| Estrategia | Lo mejor para | Requisito importante | Riesgo |
|---|
| Ventilador de perímetro | Paso ≥ 0.8 mm (típico para muchas BGA) | Estándar de 2 capas | Enrutamiento de centros de residuos; no escalable |
| Hueso de Perro | Paso ~0.65 mm | 4+ capas, vía al lado de la pad (rellenada/cubierta si se usa vía en pad) | Requiere colocación precisa de vías; riesgo de puentes. |
| Microvía escalonada | Paso 0.5–0.4 mm | HDI, taladro láser | Los costos aumentan ~2.5×; no está disponible en EMS Nivel 3 |
| Saltar-Vía (Vecino más cercano) | Paso de 0.4 mm, intercambiable con pines | Flexibilidad de diseño | Solo funciona si el IC permite el intercambio o remapeo de pines |
Pro Insight:
Para un paso de 0,4 mm (ESP32, nRF52840), una pila de microvías es ideal, pero muchas tiendas de EMS en Nairobi o Manila carecen de la capacidad de taladrado láser. Una estrategia de contingencia práctica es usar un abanico de hueso de perro (dog-bone fanout) con una vía junto a la almohadilla, con vías rellenas/taponadas y aceptar la pérdida de 2–3 pines centrales.
Una pila BGA debe servir a tres maestros: integridad de la señal, integridad de la potencia y conducción térmica.
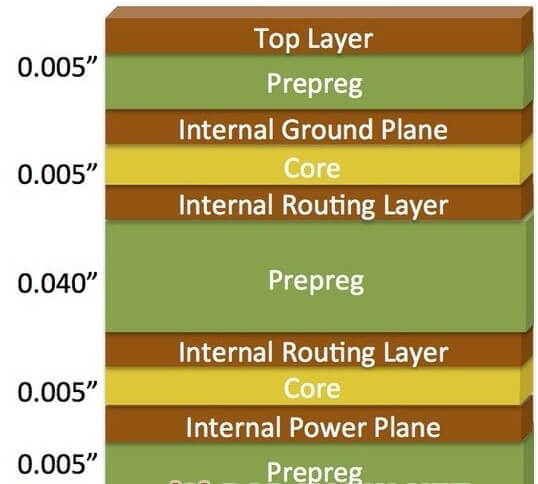
Pila recomendada de 6 capas para BGA de 0.4–0.5 mm:
- Encima Señal (capa BGA)
- Interior 1: Tierra (sólida, sin divisiones debajo de BGA)
- Interior 2: Alimentación (dividida solo fuera de la huella BGA)
- Interior 3: Poder
- Interior 4: Suelo
- Fondo Señal
Grosor del preimpregnado bajo la BGA: ≤ 0,1 mm (objetivo típico para impedancia controlada)
Material del núcleo: Isola FR408HR o Panasonic Megtron 6 para señales de >1 Gbps
Evite el FR-4 genérico para DDR3/4.
Utilice laminados de baja pérdida y baja variación de Dk para prevenir el desfase temporal y la deriva de impedancia.
Incluso los diseños perfectos fallan en el campo, porque las condiciones y los entornos de fabricación varían. Haga posible la reelaboración:
- Exponga al menos dos bolas de esquina diagonales — las boquillas de aire caliente necesitan acceso
- Coloca fiduciales cerca del BGA (a unos ~5 mm cuando sea posible) — permite el reballing y la alineación automatizados
- Agregar puntos de prueba en las redes críticas: RESET, BOOT, JTAG, reloj
- Evita escudos metálicos directamente sobre la BGA; atrapan el calor y bloquean el acceso de la boquilla.
En la Kenia rural, los técnicos a menudo utilizan estaciones de aire caliente manuales (858D). Si todas las esquinas están cubiertas por tapas o protectores, la reparación se vuelve imposible y la placa se desecha.
Consejo profesional:
Incluye una “Zona de Acceso de Retrabajo” en tu plano mecánico:
“Ningún componente o parte alta a menos de 3 mm de las esquinas del BGA.”
Antes de enviar los Gerber, haz estas preguntas a tu proveedor de EMS:
“¿Cuál es su porcentaje de rendimiento inicial para BGA de paso de 0.4 mm?”
→ Objetivo habitual: entre 85 y 90%. Por debajo de ~85% es una señal de alerta.
“¿Utiliza reflujo de nitrógeno para BGA de paso fino?”
→ Muy recomendado. El reflujo de aire aumenta la oxidación y reduce la humectación, especialmente en depósitos de pasta de paso fino.
“¿Qué grosor de plantilla utiliza para un paso de 0.4 mm?”
→ 0.1 mm es lo típico. 0.15 mm aumenta el riesgo de puentes.
“¿Puede proporcionar los informes de rayos X y AOI sobre el primer artículo?”
→ No negociable para construcciones de misión crítica.
“¿Apoya los vías rellenos de conductor?”
Si no, evite el vía en pad para paso ≤0,5 mm.
Costo real
Un equipo de Hanói se saltó este protocolo: EMS utilizó reflujo de aire y una plantilla de 0,15 mm, lo que provocó un puente en el 63% de un ESP32-WROOM-32U. Pérdida total: $4.200.
| Región | Reto | Diseño de respuesta |
|---|
| África Oriental (Nairobi, 1.800 m, 85,1 % de humedad relativa) | Absorción de humedad, oxidación | Vías rellenas de material conductor; recubrimiento conforme acrílico; evitar cobre expuesto |
| Andes (La Paz, 3.600 m) | Baja convección, problemas de reflujo | Reducir la masa térmica bajo el BGA; especificar perfil de reflujo ajustado a la altitud |
| Sudeste Asiático (Bangkok, a nivel del mar, 901 TP3T de humedad relativa) | Corrosión inducida por la humedad y riesgo de dendritas | Mejorar la limpieza, aumentar la distancia de fuga/el aislamiento, considerar el recubrimiento conforme o el encapsulado |
| Europa del Este (Budapest, industrial) | Vibración, ciclado térmico | Agrega alivio de tensión; usa relleno para BGAs grandes (típico ≥10×10 mm) |
Consejo profesional:
Para despliegues tropicales, añada un paso de recubrimiento conforme en sus notas de ensamblaje.
“Aplique recubrimiento conforme acrílico después del ICT — curado 24 horas a 25 °C.”
Para los BGA de >10×10 mm (por ejemplo, FPGAs, procesadores), la falta de coincidencia del CTE entre la PCB (~17 ppm/°C) y el silicio (~2.6 ppm/°C) causa fatiga de la soldadura durante los ciclos térmicos.
Solución: capilar subllenado (por ejemplo, Henkel LOCTITE 3540):
- Puede reducir el estrés hasta en un 701 %
- Puede aumentar la vida útil del ciclo térmico de ~500 a varios miles de ciclos
- Comúnmente requerido o fuertemente recomendado para objetivos de confiabilidad automotriz/industrial
Sin embargo, el relleno insuficiente aumenta los costes (entre 0,80 y 2,50 TP4T por unidad) y complica las tareas de reparación. Úselo únicamente cuando:
- Rango de temperatura de operación >60°C
- Tabla sujeta a vibración
- Vida útil del producto >3 años
El diseño BGA no se trata de densidad, sino de respetar la física en diversos entornos. Los mejores diseños BGA no son los que tienen más señales enrutadas. Son aquellos que tienen en cuenta la humedad en Nairobi, la altitud en La Paz y las limitaciones de la estación de aire caliente de un técnico en una clínica rural. Diseñe no solo para el horno de reflujo, sino para el campo, el clima y el ser humano que debe repararlo cuando falla. Porque en hardware, la fiabilidad no es una especificación, es una promesa.
Si quieres evitar costosos reprocesos y asegurarte de que tu diseño soporte las condiciones del mundo real, PCBCool Podemos ayudar. Ofrecemos diseño de PCB con conocimiento de BGA, prototipado y ensamblaje, con soporte de producción en múltiples regiones para adaptarnos a su realidad de fabricación.