Wenn Teams über Kostensenkungen bei Leiterplatten sprechen, beginnt die Diskussion oft mit der Stückzahl oder der geografischen Lage des Lieferanten. Während diese Faktoren die Preisgestaltung beeinflussen, sind sie selten die primären Kostentreiber. In der Praxis wird der endgültige Preis einer Leiterplatte lange vor der Anforderung eines Angebots bestimmt – innerhalb der CAD-Dateien selbst.
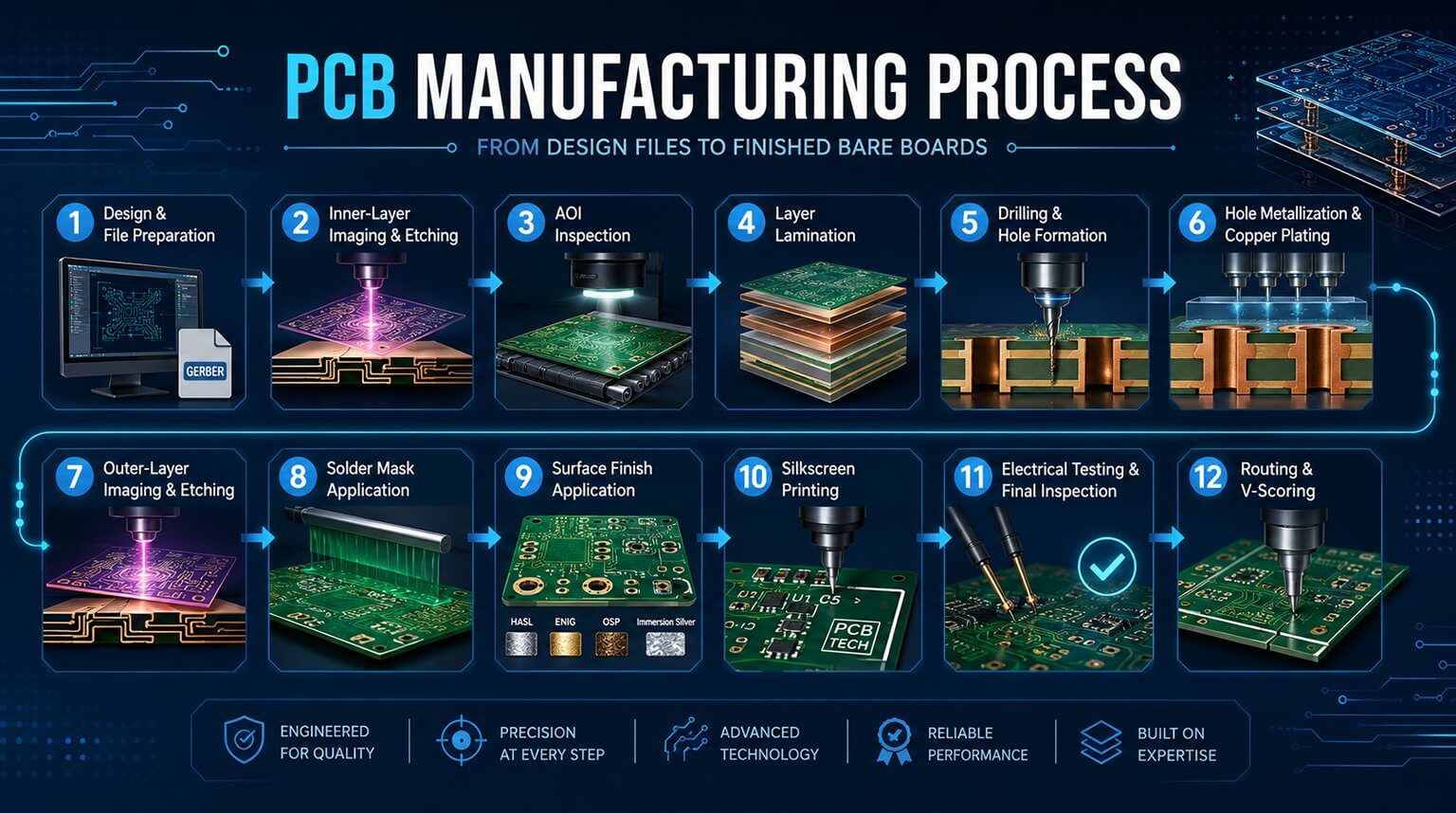
Jede Entscheidungsfindung während der schematischen Erfassung und des Layouts korreliert direkt mit einem spezifischen Fertigungs- oder Montageprozess. Lagenanzahl, Materialauswahl, Kupfergewicht, Leiterbahngeometrie, Via-Strukturen und Platinennutzung lassen sich alle in konkrete Fertigungsschritte übersetzen. Einige dieser Schritte fallen gut in die Standardproduktion, während andere unverhältnismäßig hohe Kostensteigerungen während der CAM-Vorbereitung, Fertigung oder Montage verursachen.
Für Hardware-Startups und Ingenieurteams geht es bei der Reduzierung der Leiterplattenkosten nicht darum, “bei der Qualität zu sparen”. Es geht darum zu verstehen, welche Designanforderungen die elektrische Leistung und Zuverlässigkeit wirklich beeinflussen – und welche lediglich unnötige Kostentreiber in der Fertigung auslösen.
Dieser Artikel nähert sich der Reduzierung der Leiterplattenkosten aus einer fertigungsorientierten Perspektive. Indem wir untersuchen, wie Designentscheidungen sowohl die Leiterplattenfertigung als auch die Bestückung beeinflussen, werden wir praktische, von Ingenieuren anerkannte Strategien darlegen, um die Kosten zu senken und gleichzeitig Ausbeute, Zuverlässigkeit und Skalierbarkeit zu erhalten. Das Ziel ist nicht die günstigste mögliche Leiterplatte, sondern die kosteneffizienteste Leiterplatte, die konsistent in Stückzahlen gefertigt werden kann.
FR-4 bleibt der Industriestandard, da es eine ausgewogene Kombination aus mechanischer Festigkeit, elektrischer Isolierung und Herstellbarkeit bietet. Für die überwiegende Mehrheit der Consumer-, Industrie- und IoT-Produkte leistet Standard-FR-4 zuverlässig und ist die kostengünstigste Option.
Der wichtigste Unterscheidungsfaktor innerhalb von FR-4 ist Glasübergangstemperatur (Tg):
- Standard Tg FR-4 (130–140 °C)
Dies ist das wirtschaftlichste und am breitesten verfügbare Material in Fertigungshäusern. Es ist vollständig mit Standard bleifreien Reflow-Profilen kompatibel und für die meisten nieder- bis mittel-leistungsfähigen Elektronikgeräte ausreichend.
- Hoch-Tg FR-4 (170 °C und darüber)
High-Tg-Materialien sind nur dann erforderlich, wenn Leiterplatten hohen Dauertemperaturen, mehreren Reflow-Zyklen oder rauen industriellen Umgebungen ausgesetzt sind. Aus fertigungstechnischer Sicht sind diese Laminate in der Beschaffung und Verarbeitung teurer und erhöhen typischerweise die 15–25% auf die reinen Platinenkosten. Die Spezifizierung von High-Tg “zur Sicherheit” ist ein häufiger und vermeidbarer Kostentreiber.
Sofern Ihre Anwendung nicht routinemäßig über 130 °C betrieben wird oder ein Delaminationsrisiko aufweist, ist Standard-Tg-FR-4 in der Regel die richtige – und günstigere – Wahl.
Für RF-, Mikrowellen- oder Hochgeschwindigkeits-Digitaldesigns, die im GHz-Bereich arbeiten, kann Standard-FR-4 inakzeptable dielektrische Verluste oder Impedanzinstabilität verursachen. In diesen Fällen werden fortgeschrittene Laminate wie Rogers-, Isola- oder PTFE-basierte Materialien notwendig.
Der Kosteneffekt ist jedoch erheblich. Diese Materialien können die Rohlaminat-Kosten um 5- bis 10-mal, und sie erfordern oft langsamere Verarbeitung, strengere Kontrollen und eine geringere Platinenauslastung in der Fabrik. Unter dem Gesichtspunkt der Kostenreduzierung sollten Hochfrequenzmaterialien streng auf Lagen oder Bereiche beschränkt werden, in denen ihre elektrische Leistung unerlässlich ist, anstatt standardmäßig auf der gesamten Platine angewendet zu werden.
Die Platinendicke hat ebenfalls einen größeren Einfluss auf die Kosten, als viele Designer erwarten. Der “Sweet Spot” der Industrie ist 1,6 mm, welche mit Standard-Laminatbeständen, Systemmöbeln und automatisierten Handhabungsgeräten konvergiert.
Nicht standardmäßige Dicken führen zu Fertigungsreibung.
- Extrem dünne Boards (≤ 0,4 mm) sind spezielle Handhabungen während der Bildgebung, des Plattierens und der chemischen Verarbeitung erforderlich, um Verwerfungen oder Brüche zu vermeiden.
- Extradicke Platten (≥ 2,4–3,2 mm) erfordern oft kundenspezifische Laminataufbauten sowie längere Bohr- und Plattierungszyklen.
Beide Fälle erhöhen das Ausschussrisiko und verlangsamen den Durchsatz, was sich in höheren Preisen widerspiegelt. Wenn immer möglich, minimiert das Bleiben bei oder nahe 1,6 mm diese versteckten Fertigungsstrafen.
Eine 2-lagige Leiterplatte erfordert keine Laminierung und folgt dem einfachsten Fertigungsprozess. Sobald interne Lagen eingeführt werden, wird der Herstellungsprozess exponentiell komplexer:
- 4-Lagen-Leiterplatten mindestens ein Vakuuminfusionszyklus zum Verbinden der inneren Kerne und des Prepregs erforderlich ist.
- 6 Lagen und höher Designs beinhalten typischerweise dickere oder mehrfache Prepreg-Schichten, engere Ausrichtungstoleranzen und längere Presszeiten.
- Leiterplatten mit hoher Lagenzahl (8+ Lagen) erheblich das Risiko von Registrierungsfehlern erhöhen, was die Ausschussrate steigert und die Stückkosten direkt beeinflusst.
Aus Sicht der Fabrik ist jeder Laminierzyklus ein potenzieller Punkt für Ertragsverluste. Mehr Lagen bedeuten mehr Prozessschritte, mehr Möglichkeiten für Fehlausrichtungen und eine längere Gesamtzykluszeit.
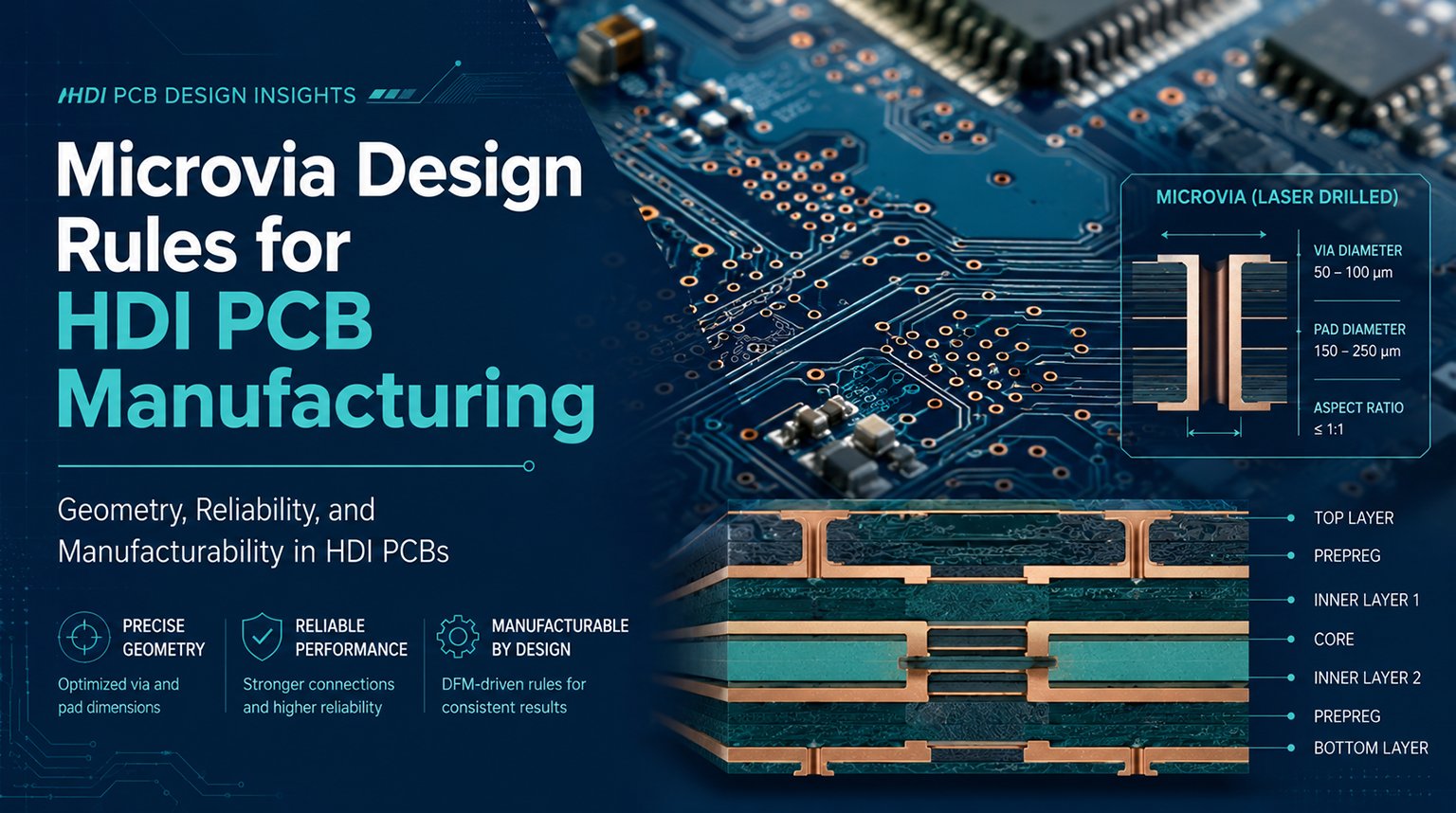
Hochdichte Verdrahtungsdesigns (HDI) – insbesondere solche, die Jede Schicht-Verbindung (ELIC)—eines der teuersten Verfahren in der Leiterplattenherstellung vorstellen: Sequenzieller Aufbau (SBU).
In der SBU werden Schichten inkrementell durch wiederholte Zyklen von Folgendem hinzugefügt:
- Laminierung
- Laserkreissbohrungen (Mikrovias)
- Kupferbeschichtung
Jeder Zyklus erhöht die Kosten, reduziert den Durchsatz und verengt die Prozessfenster. Daher sollte HDI als ein Notlösung angetrieben durch echte Dichtheits- oder Signalintegritätsbeschränkungen – nicht als Standard-Layoutwahl.
Designer fügen häufig Lagen hinzu, um Routing-Engpässe zu beheben oder die Signalentkopplung zu verbessern. Obwohl manchmal notwendig, kann dieser Ansatz die Kosten unerwartet in die Höhe treiben.
Bevor Sie die Lagenanzahl erhöhen, prüfen Sie, ob die Routing-Optimierung dasselbe Ziel erreichen kann.
- Die Reduzierung von Leiterbahnbreiten und -abständen (zum Beispiel von 0,15 mm auf 0,10 mmermöglicht oft, ein Design mit einer geringeren Lagenanzahl beizubehalten.
- Die Neuanordnung von Bauteilen zur Verkürzung kritischer Leitungen kann den Routingdruck dramatisch reduzieren.
- Eine etwas strengere Auslegung der Designregeln ist fast immer kostengünstiger als das Hinzufügen von zwei vollen Ebenen –sofern der Fertiger die Geometrie mit guter Ausbeute unterstützen kann.
Hier zahlt sich die frühe Kommunikation mit Ihrem PCB-Hersteller aus.
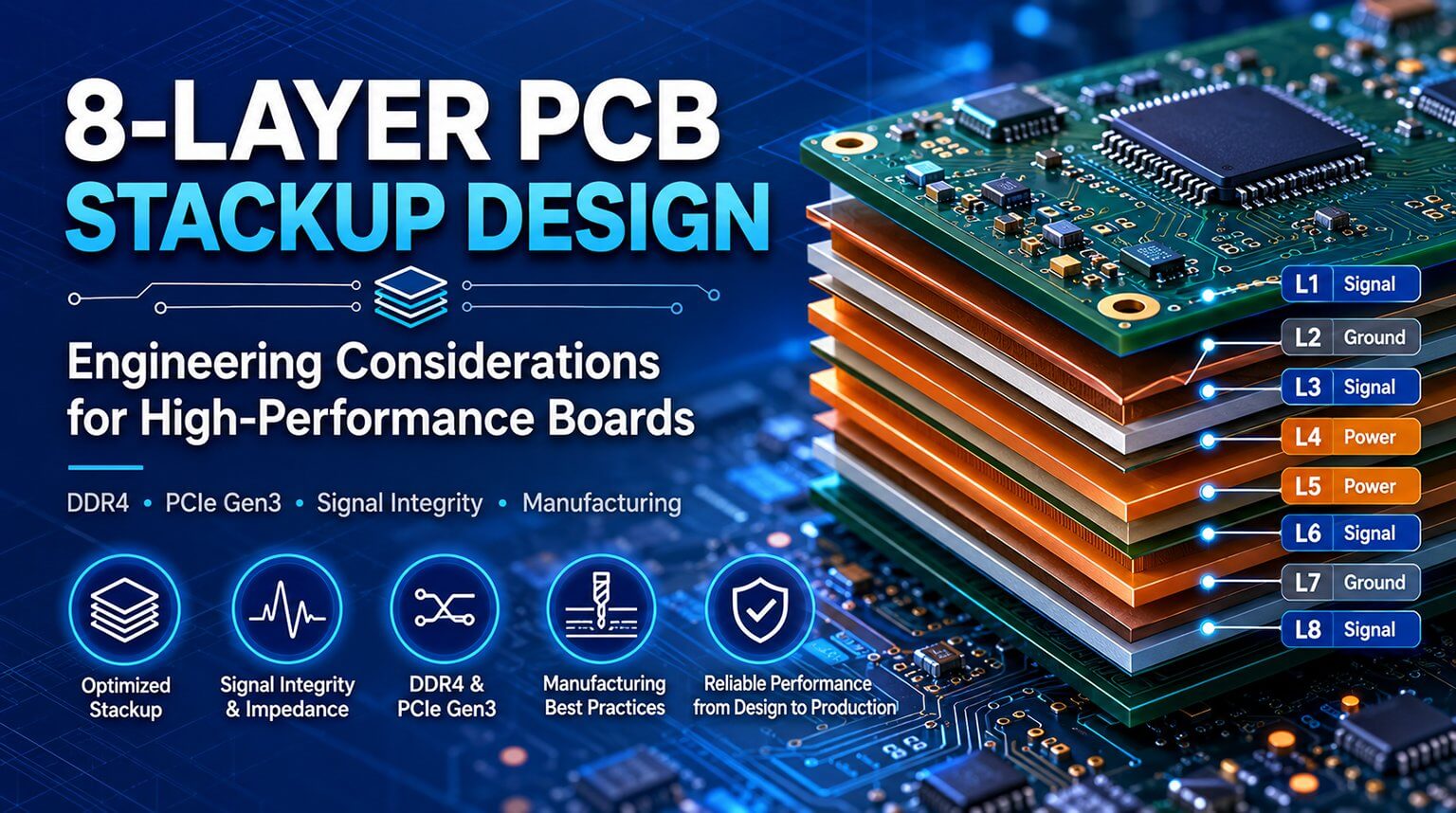
Die Schichtanzahl allein reicht nicht aus; Stackup-Symmetrie spielt eine entscheidende Rolle sowohl für die Stabilität der Fertigung als auch für die Ausbeute bei der Montage.
Eine asymmetrische Kupferverteilung führt zu einer ungleichmäßigen Wärmeausdehnung während des Laminier- und Reflow-Prozesses. Dies führt zu einer Verformung der Leiterplatte, wodurch das Risiko folgender Probleme steigt:
- Offene Lötstellen
- Kopf-in-Kissen-Defekte an BGAs
- Automatisierte Montageausschüsse
Als Regel sollte eine Kupfersymmetrie über den Lagenaufbau hinweg eingehalten werden. Beispielsweise sollte bei einer 6-lagigen Platine eine massive Kupferfläche auf Lage 2 mit einer ähnlichen Fläche auf Lage 5 übereinstimmen. Symmetrische Lagenaufbauten reduzieren Reflow-Spannungen, verbessern die Planheit und senken die Kosten für Feldausfälle und Nacharbeiten.
Jeder Bohrvorgang folgt der gleichen mechanischen Sequenz: Die Spindel bewegt sich zur Position, beschleunigt auf Geschwindigkeit, taucht ein, fährt zurück und fährt zum nächsten Koordinatenpunkt. Dieser Zyklus wiederholt sich tausende Male pro Platte. Als Ergebnis:
- Eine Platine mit 2.000 Löcher dauert die Verarbeitung um eine Größenordnung länger als bei einem mit 200 Löcher.
- Hohe Lochzahlen reduzieren den Durchsatz von Platinen und werden zu einem Preisdruckfaktor, insbesondere in der Volumenproduktion.
Aus Sicht der Fabrik ist die Bohrerkapazität oft der Engpass, der den täglichen Ausstoß begrenzt.
Die kosteneffizientesten Leiterplattenhersteller definieren eine Standard-Mindestbohrgröße für mechanische Anwendungen, typischerweise um 0,30 mm. Wenn dieser Schwellenwert eingehalten oder überschritten wird, können langlebige, schnell schneidende Bohrer mit hoher Leistungsfähigkeit eingesetzt werden.
Wenn die Bohrergrößen unter dieses Limit fallen:
- Bohrer 0,25–0,20 mm zerbrechliche Hartmetallbohrer erfordern
- Die Vorschubgeschwindigkeiten müssen reduziert werden, um einen Werkzeugbruch zu verhindern.
- Die Standzeit der Werkzeuge nimmt drastisch ab, was zu längeren Ausfallzeiten und einem erhöhten Ausschussrisiko führt
Diese Faktoren führen dazu, dass der Auftrag in eine höhere Preisklasse fällt. Sofern es die elektrischen und montagetechnischen Gegebenheiten zulassen, ist die Auslegung auf Standardbohrgrößen eine der einfachsten Möglichkeiten, die Kosten zu senken.
Zusätzlich zur Lochzahl, die Anzahl der verschiedenen Bohrergrößen beeinträchtigt die Fertigungseffizienz. Jeder einzelne Bohrerdurchmesser erfordert einen Werkzeugwechsel während des Bohrzyklus.
- Ein Design bezüglich 3-4 Via-Größen lässt sich deutlich effizienter herstellen als eines, bei dem 10+ Größen
- Eine übermäßige Variation der Bohrerdurchmesser erhöht die Einrichtzeit und verringert die Gesamtanlagenauslastung.
Die Wiederverwendung von Leiterbahnen über Spannungs-, Signal- und Masseanschlüsse hinweg vereinfacht, wo dies möglich ist, die Werkzeugerstellung und verbessert die Ausbeute.
Blind- und Buried-Vias erstrecken sich nicht über die gesamte Leiterplatte. Während sie eine höhere Routing-Dichte ermöglichen, vervielfachen sie auch die Herstellungskomplexität.
Diese Vias erfordern:
- Bohren und Galvanisieren von Einzelschichten
- Ein oder mehrere zusätzliche Laminierzyklen
- Strengere Registrierungskontrolle
Aus Kostensicht können Blinde und vergrabene Vias leicht Verdopplung der Fabrikationskosten im Vergleich zu herkömmlichen Through-Hole-Vias. Sofern das Design nicht durch extreme Dichte (wie z. B. bei Layouts auf Smartphone-Niveau) eingeschränkt ist, bleiben Through-Hole-Vias die wirtschaftlichste und robusteste Option.
Via-in-pad-Designs verbessern das Routing und die Signalintegrität unter Komponenten mit feiner Pinsteigung, erfordern jedoch zusätzliche Verarbeitungsschritte:
- Mittels Ausfüllen mit leitfähigem oder nicht-leitfähigem Epoxidharz
- Planarisierung
- Kupferplattierung über dem gefüllten Via
Dieser Prozess fügt typischerweise 20–30% zu den reinen Platinenkosten und erhöht das Risiko von Lötfehlern oder Lötbränden, wenn es nicht streng kontrolliert wird. Via-in-Pad sollte daher auf Fälle beschränkt werden, in denen es funktionell erforderlich ist, wie z. B. bei BGAs mit hoher Pinanzahl und engem Routing.
Hot Air Solder Leveling (HASL) ist die wirtschaftlichste Oberflächenveredelung und wird für kostenempfindliche Designs weiterhin weit verbreitet eingesetzt.
- HASL mit Blei bietet exzellente Lötbarkeit und die niedrigsten Verarbeitungskosten, aber seine unebene Oberfläche macht es für Bauteile mit feiner Rasterung ungeeignet.
- Bleifreies HASL ist umweltverträglicher, neigt jedoch aufgrund der höheren Oberflächenspannung des Lotes dazu, “gewölbte” Lötstellen zu erzeugen.
Aus montagetechnischer Sicht kann die Nichtplanarität von HASL zu Herausforderungen führen QFN-Gehäuse, QFP-Gehäuse mit feiner Rasterung und BGA-Gehäuse, wo die Ebenheit des Pads entscheidend ist. HASL eignet sich am besten für Designs mit größeren Leiterbahnabständen und geringeren Anforderungen an die Koplanarität.
Elektroloses Nickel-Immersion-Gold (ENIG) wird wegen seiner ebenen, gleichmäßigen Oberfläche und langen Haltbarkeit weit verbreitet bevorzugt. Es ist besonders gut geeignet für:
- Feinste Abstände bei BGAs und QFNs
- Hochzuverlässige Baugruppen
- Leiterplatten mit gemischter Technologie, die konsistente Lötverbindungen erfordern
ENIG beinhaltet jedoch mehrere chemische Schritte und verwendet echtes Gold, was es von vornherein teurer macht. In der Praxis führt ENIG typischerweise zu etwa 10% im Vergleich zu HASL auf die reinen Platinenkosten. Auch wenn dies oft gerechtfertigt ist, sollte es nicht standardmäßig ausgewählt werden, wenn das Design die damit verbundenen Vorteile nicht erfordert.
Organische Lötstoppmaske (OSP) bietet eine dünne organische Beschichtung, die Kupfer bis zur Montage schützt. Sie bietet:
- Hervorragende Planheit des Pads
- Geringere Kosten als ENIG
- Kompatibilität mit Bauteilen mit feiner Rasterung
Der Kompromiss ist die Haltbarkeit. OSP zersetzt sich bei Handhabung und Exposition, wodurch es sich am besten eignet für Hochvolumenproduktion, bei der die Montage unmittelbar auf die Fertigung folgt. Für Start-ups mit eng koordinierten Lieferketten kann OSP ein wirksames Mittelding zwischen HASL und ENIG darstellen.
Hartgoldbeschichtung ist keine universelle Oberflächenveredelung. Sie wird spezifisch eingesetzt für Steckverbinder und Goldfinger, wie bei PCIe-Karten oder Speichermodulen.
Dieser Prozess erfordert:
- Galvanisieren
- Maskierung und selektive Verarbeitung
- Manuelle Einrichtungsschritte
Dadurch verursacht Hartgold erheblichen Arbeits- und Verarbeitungskosten. Es sollte nur auf den Steckverbindern spezifiziert und niemals auf der gesamten Platine, es sei denn, dies ist elektrisch notwendig.
Beschleunigte Produktion erhöht die Kosten signifikant, da sie die Fabrikplanung stört und Premiumkapazitäten in Anspruch nimmt.
- A 24-Stunden-Sofortbestellung kann kosten 3–4× mehr als eine Standardvorlaufzeit.
- Standardmäßige Produktionsfenster (typischerweise 7–10 Werktageermöglicht eine bessere Stapelverarbeitung von Panels und eine höhere Maschinenauslastung.
Planen Sie Entwicklungszeitpläne, wann immer möglich, so, dass Notfall-Änderungen vermieden werden. Stabile, vorhersehbare Zeitpläne sind einer der einfachsten Hebel zur Kostensenkung, die Start-ups zur Verfügung stehen.
Fabrikanten kalkulieren den Preis auf Basis der erwarteten Ausbeute. Wenn ein Design wahrscheinlich nur 70%-Platinen in betriebsfähigem Zustand, die Kosten für den verbleibenden 30%-Schrott werden im endgültigen Angebot berücksichtigt.
Häufige Ertragsvernichter sind:
- Übermäßig enge Toleranzen
- Übermäßige Schichtanzahl oder HDI-Merkmale
- Asymmetrische Stapelungen
- Rand-Bohrergrößen und Pad-Geometrien
Hochleistungsfähige Designs durchlaufen die Fertigung schneller, erzeugen weniger Ausschuss und erhalten wettbewerbsfähigere Preise. In der Praxis, Die Gestaltung für hohe Erträge ist die wirkungsvollste langfristige Kostenstrategie..
Wenn Sie Leiterplatten bestellen, kaufen Sie nicht einzelne Platinen – Sie kaufen Immobilien auf einer Standard-Produktionsplatte, gemeinhin um 18 × 24 Zoll.
Fabrikanten benötigen eine Rahmen mit 10–15 mm Umschlag für Förderbandhandling, Fiduzials und Werkzeugbohrungen. Was übrig bleibt, ist die nutzbare Platinenfläche. Kleine Änderungen der Platinengröße können unverhältnismäßige Kosten auswirkungen haben:
- Ein passendes Layout 6 Bretter pro Paneel ist erheblich günstiger als eine, die nur passt 4
- Das Überschreiten eines Panelisierungsschwellenwerts kann die Stückkosten erhöhen um 50% oder mehr
Die frühzeitige Optimierung des Platinenumrisses—manchmal um nur wenige Millimeter—kann bei Skalierung erhebliche Einsparungen ermöglichen.
Die Methode der Platinentrennung beeinflusst sowohl die Herstellungsgeschwindigkeit als auch die nachfolgende Montage.
- V-Scoring verwendet schräg gestellte Klingen, um gerade Linien durch die Platte zu schneiden. Es ist schnell, hochgradig wiederholbar und kostengünstig.
- Tab-Routing verwendet einen Fräser, um komplexe Konturen zu schneiden. Dies ist langsamer, erhöht den Werkzeugverschleiß und verbraucht mehr Maschinenzeit.
Soweit es die Platinengeometrie zulässt, Rechteckige Platinen sollten mittels V-Scoring getrennt werden.. Reservieren Sie das Fräsen für unregelmäßige Formen oder Designs, die tatsächlich komplexe Konturen erfordern.
Die Senkung der PCB-Kosten ist kein isolierter Trick und auch kein Streben nach dem niedrigsten Angebot. Es ist ein systematischer Prozess, der die Designabsicht mit der Realität der Fertigung in Einklang bringt. Jede Entscheidung – Materialauswahl, Lagenanzahl, Via-Struktur, Oberflächenveredelung, Plattengröße und Lieferzeit – stellt einen Kompromiss zwischen Kosten, Zuverlässigkeit und Skalierbarkeit dar.
Während viele Kosteneinsparungspotenziale durch sorgfältiges PCB-Design und interne Analysen identifiziert werden können, ergeben sich die effektivsten Verbesserungen oft durch direkte Zusammenarbeit mit dem Hersteller. Ein Produktionspartner, der sowohl technische Einschränkungen als auch Produktionsökonomie versteht, kann unnötige Kostentreiber frühzeitig erkennen – bevor sie zu Ertragsverlusten, Nacharbeiten oder Verzögerungen im Zeitplan führen.
Bei PCBCool basiert unser Ansatz auf dieser Philosophie. Wir konzentrieren uns zunächst auf Fertigungsqualität und Prozessstabilität und arbeiten dann mit unseren Kunden zusammen, um Kosten zu reduzieren, wo sie keinen Mehrwert bieten.
(Hier können Sie eine Fallstudie einsehen → [Klicken Sie hier])
Für Hardware-Startups und Ingenieurteams sollte das Ziel nicht die billigste Leiterplatte auf dem Papier sein, sondern die kosteneffizienteste Platine, die konsistent gefertigt, zuverlässig bestückt und mit Vertrauen skaliert werden kann.