Para una empresa de semiconductores como nuestro cliente estadounidense, la “brecha de validación” es el momento más tenso del ciclo de I+D. Acaban de recibir el primer lote de silicio prototipo de la fundición. Estos chips son increíblemente caros. Son escasos. Y el equipo de ingeniería está esperando para verificar si la nueva arquitectura funciona.
Para hacer eso, necesitas una placa de validación.
El cliente nos envió una consulta exactamente sobre esto. El volumen del pedido fue mínimo —solo 10 unidades—. Pero la densidad técnica era alta. Cada placa requería más de 300 componentes, poblando ambos lados, superior e inferior.
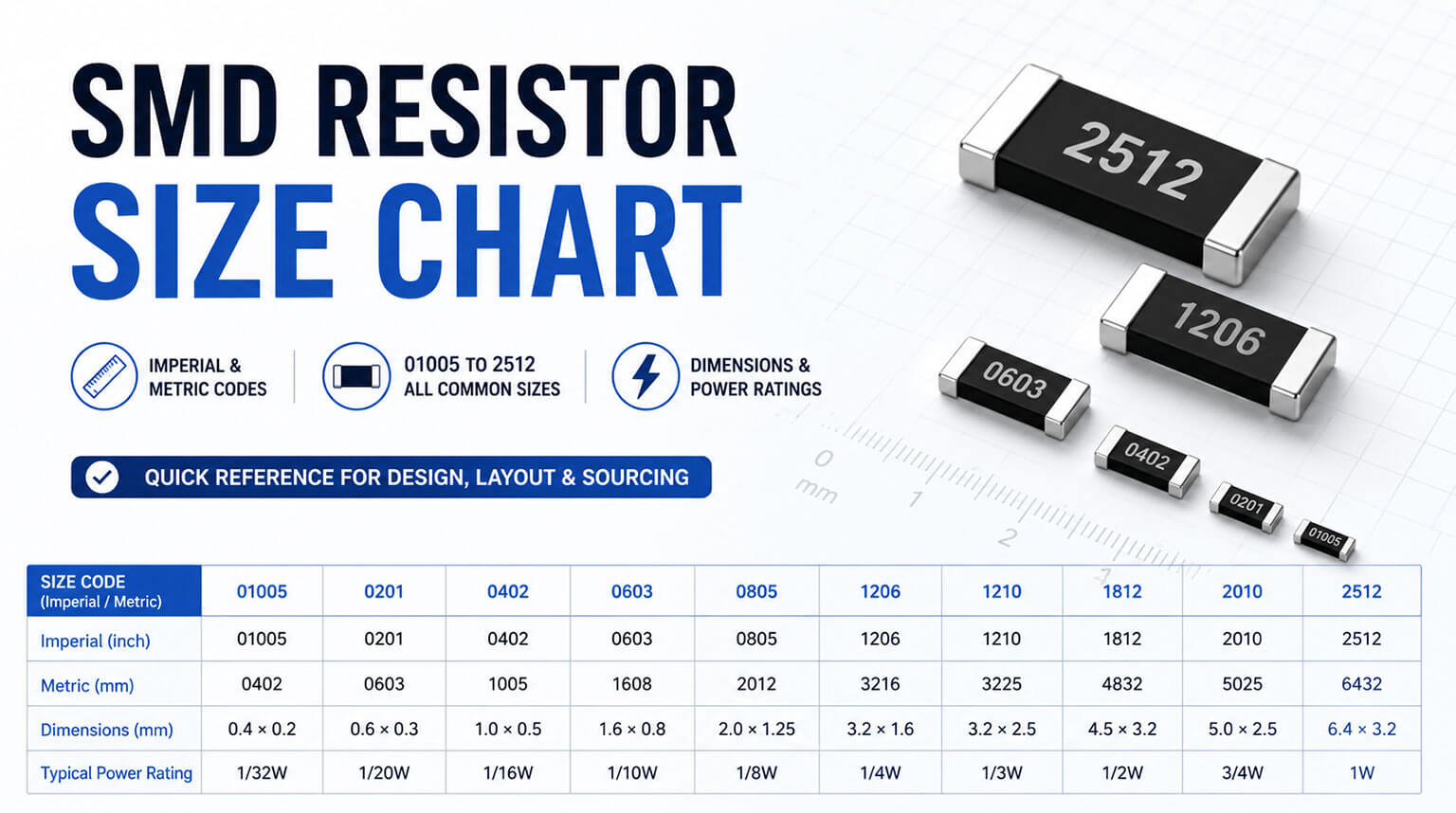
El verdadero problema no era la cantidad. Era la huella. El diseño incluía un prototipo BGA con un paso de bola de 0.25 mm y requería un uso extensivo de componentes pasivos 01005 (código imperial).
Esto pone al proyecto en una situación difícil.
- Talleres de Prototipos Estándar Pueden entregar rápido (24-48 horas), pero su capacidad de proceso generalmente se detiene en un paso de 0.4 mm. Raramente tienen pasta tipo 6 o inspección de rayos X.
- EMS Nivel 1 Tienen la tecnología, pero no les interesa un pedido de 10 piezas. Incluso si lo aceptan, su configuración de NPI (Introducción de Nuevos Productos) tarda de 3 a 4 semanas.
El cliente necesitaba una solución de ensamblaje de PCB de entrega rápida que pudiera manejar ensamblaje de BGA de paso fino en 7 días.
Aquí está el desglose de ingeniería de cómo lo resolvimos.
Al revisar los archivos Gerber, identificamos tres restricciones principales que hicieron de esta una pesadilla de “alta mezcla y bajo volumen” para las líneas de ensamblaje estándar.
| Característica | Especificación | Por qué es difícil |
|---|
| Paso BGA | 0.25 mm | La separación entre las esferas es tan pequeña que la pasta de soldar estándar no saldrá de la plantilla. |
| Pasivas | 01005 (0.4 x 0.2 mm) | La masa es de 0.04 mg. Son propensos a “tombstoning” (pararse) si el flujo de aire o el calor son irregulares. |
| Estructura | SMT de doble cara | La placa pasa por el horno dos veces. El primer lado corre el riesgo de oxidación o de que las piezas se caigan durante el segundo paso. |
| Material | Silicio prototipo | Requisito de Cero Defectos. No podemos simplemente “retra-bajar” un chip prototipo dañado. |
El primer obstáculo fue colocar la pasta de soldar en la PCB. Para un BGA con un paso de 0,25 mm, la física de la impresión de pasta de soldar comienza a fallar.
Para obtener una buena impresión, la pasta de soldadura debe desprenderse de la apertura de la plantilla y adherirse a la almohadilla del PCB. Esto está regido por la Relación de Área (AR).

El estándar de la industria (IPC-7525) dice que AR debe ser >0.66.
Veamos las cifras de este proyecto:
- Diámetro de la apertura: 100 µm (0.1 mm) para un paso de 0.25 mm.
- Grosor estándar de la plantilla: 100 µm (0.1 mm o 4 mil).

El resultado: 0,25 está muy por debajo de 0,66.
Si usáramos un proceso estándar, la pasta de soldar obstruiría la plantilla. Las almohadillas BGA recibirían poca o ninguna soldadura, lo que resultaría en defectos de Non-Wet Open (NWO).
No pudimos cambiar el paso BGA, así que tuvimos que cambiar los materiales.
La mayoría de los ensambladores utilizan pasta de soldar Tipo 4 (tamaño de partícula de 20–38 µm). Es barata y estable. Pero para esta construcción, las partículas del Tipo 4 son demasiado grandes para los orificios de 100 µm.
Nos cambiamos a Pasta de soldar sin plomo tipo 6 (aleación SAC305).
- Tamaño de partícula: 5–15 µm.
- Beneficio: La consistencia “similar al polvo” permite que se empaquete en las pequeñas aberturas y se libere limpiamente.
(Nota: El pegamento tipo 6 es costoso y sensible. Tiene una vida útil más corta y reacciona más rápido a la oxidación. Tenemos que mantenerlo refrigerado a 4°C y solo retirarlo justo antes del ciclo de impresión).
También modificamos el método de fabricación de la plantilla. Una plantilla estándar cortada con láser tiene paredes rugosas (microrebabas) que retienen la pasta.
Utilizamos una plantilla de acero inoxidable SUS301 con electropulido. El proceso de electropulido suaviza las paredes de la apertura, reduciendo la fricción de la tensión superficial y permitiendo que la pasta se deslice.
El segundo riesgo principal fueron los capacitores 01005. Estas piezas pesan 0.04 mg. La tensión superficial de la soldadura fundida es lo suficientemente fuerte como para levantarlas verticalmente, un defecto llamado “efecto lápida”.”
Por qué sucede
El tombstoning es un problema de temporización. Si la soldadura de la almohadilla izquierda se derrite 0.5 segundos antes que la soldadura de la almohadilla derecha, la fuerza de humectación atrae el componente hacia arriba.
Esto suele ocurrir debido a un mal diseño de la PCB: si una almohadilla se conecta a una pista delgada y la otra se conecta a un plano de tierra de cobre grande, el plano de tierra actúa como un disipador de calor, retrasando la fusión.
Antes de cortar la plantilla, nuestros ingenieros de DFM (Diseño para la Fabricación) revisaron los archivos Gerber. Encontramos 3 áreas donde las definiciones de las almohadillas para los 01005 eran arriesgadas.
- Problema: Alivio térmico asimétrico.
- Acción Se lo comunicamos al cliente. Recomendamos modificar las aberturas de la máscara para asegurar “Simetría Bilateral Absoluta”.
- Regla general: Para los 01005, la apertura de la máscara de soldadura debe ser "Non-Solder Mask Defined" (NSMD) o estrictamente controlada para asegurar una exposición de cobre igual.
Poner estas partes en la placa requiere extrema delicadeza.
- Control de Fuerza: Establecimos la fuerza de la boquilla Pick-and-Place en 1 Newton. Una fuerza estándar (3-4N) rompería el cuerpo cerámico de un 01005.
- Sistema de Visión: Las revisiones estándar de vacío no funcionan bien aquí: la pieza es demasiado pequeña para bloquear el flujo de aire de forma fiable. Utilizamos alineación láser para verificar que la pieza estaba en la boquilla antes de la colocación.
Soldar en aire está bien para resistencias grandes. Para BGA de 0.25 mm y 01005, es una receta para el fracaso. El oxígeno causa oxidación rápida en las diminutas esferas de polvo de soldadura de la pasta Tipo 6.
Usamos un Nitrógeno (N2) Reflujo proceso. Pero no puedes simplemente lanzar nitrógeno puro.

Hay una ventana específica para la concentración de oxígeno: 1,000 a 2,000 ppm.
- Escenario A: Demasiado limpio (< 500 ppm O2)
Si el ambiente es demasiado puro, la tensión de humectación se vuelve demasiado fuerte. La soldadura se adhiere instantáneamente a la almohadilla. Esta humectación agresiva en realidad aumenta el torque en los 01005, causando más efectos de "tombstoning".
- Escenario B: Demasiado sucio (> 3000 ppm de O2)
El polvo de pasta Tipo 6 se oxida. Esto lleva a defectos de “Graping” (donde la soldadura parece un racimo de uvas sin fundir) y Head-on-Pillow en el BGA.
Ajustamos nuestros hornos para mantener una temperatura constante 1500 ppm O2. Esto nos dio la zona “Ricitos de Oro”: buena humectación para el BGA, pero tensión superficial manejable para los 01005.
También utilizamos un perfil “Soak” en lugar de una rampa lineal. Mantuvimos la temperatura entre 150°C y 200°C durante 90 segundos.
Esta pausa permite que el cobre de la PCB, el cuerpo del BGA y los pequeños componentes pasivos alcancen la misma temperatura antes de que la soldadura se derrita. El equilibrio térmico es la mejor defensa contra el efecto lápida.
Para el ensamble de una placa de validación de semiconductores, no se puede asumir que una unión está en buen estado solo porque luce bien. Las uniones críticas están ocultas debajo de la BGA.
Inspeccionamos la deposición de pasta de soldar antes de colocar los componentes.
- Por qué Si la impresión es defectuosa, limpiar la placa y volver a imprimirla cuesta 1 TP 4 T 5. Si detectamos el defecto tras el reflujo, la placa se desecha (lo que supone un coste de miles).
- Estándar: Buscamos una consistencia en el volumen. Se rechazó cualquier almohadilla con un volumen inferior a 70%.
100% AXI (Inspección automatizada por rayos X)
Esto era obligatorio. Radiografiamos cada BGA.
Buscábamos a dos asesinos específicos:
- Cabeza-sobre-Almohada (HoP): Donde la bola BGA descansa sobre la pasta de soldar pero no se funde. Crea una conexión eléctrica intermitente que vuelve locos a los ingenieros de validación.
- Anulación: Burbujas de aire atrapadas en la junta. Hemos comprobado que el volumen total de las burbujas era ≤ 151 TP3T del área de la junta.
El proyecto avanzó a través de nuestro Fabricación integral de NPI línea rápida.
- Día 1-3: Fabricación de PCB (giro rápido, garantizando planaridad Almohadillas VIP. Suministro de componentes de Digi-Key/Mouser.
- Día 4: Revisión de DFM y Fabricación de Plantillas (Electropulido).
- Día 5: SMT Ensamblaje (Lado Superior).
- Día 6: Ensamblaje SMT (Cara Inferior) e Inspección por Rayos X.
- Día 7: Prueba Funcional Final (FCT) y Envío.
Entregamos las 10 tablas a tiempo. El rendimiento en la primera pasada fue de 100%.
Para el cliente, esto significaba que podían comenzar la validación de silicio de inmediato, sin preguntarse si un error en el ensamblaje de la placa estaba enmascarando un error del chip.
Si estás diseñando placas de validación con paso de 0.3 mm o menor, no dejes el ensamblaje al azar. Contacta PCBCool para una revisión DFM gratuita de tu próxima compilación de NPI. Podemos detectar los riesgos antes de que cortes la plantilla.