Für ein Halbleiterunternehmen wie unseren US-Kunden ist die “Validationslücke” die nervenaufreibendste Zeit im F&E-Zyklus. Sie haben gerade die erste Charge von Prototypen-Silizium aus der Gießerei erhalten. Diese Chips sind unglaublich teuer. Sie sind Mangelware. Und das Ingenieurteam wartet darauf, zu verifizieren, ob die neue Architektur funktioniert.
Dafür benötigen Sie ein Validierungsboard.
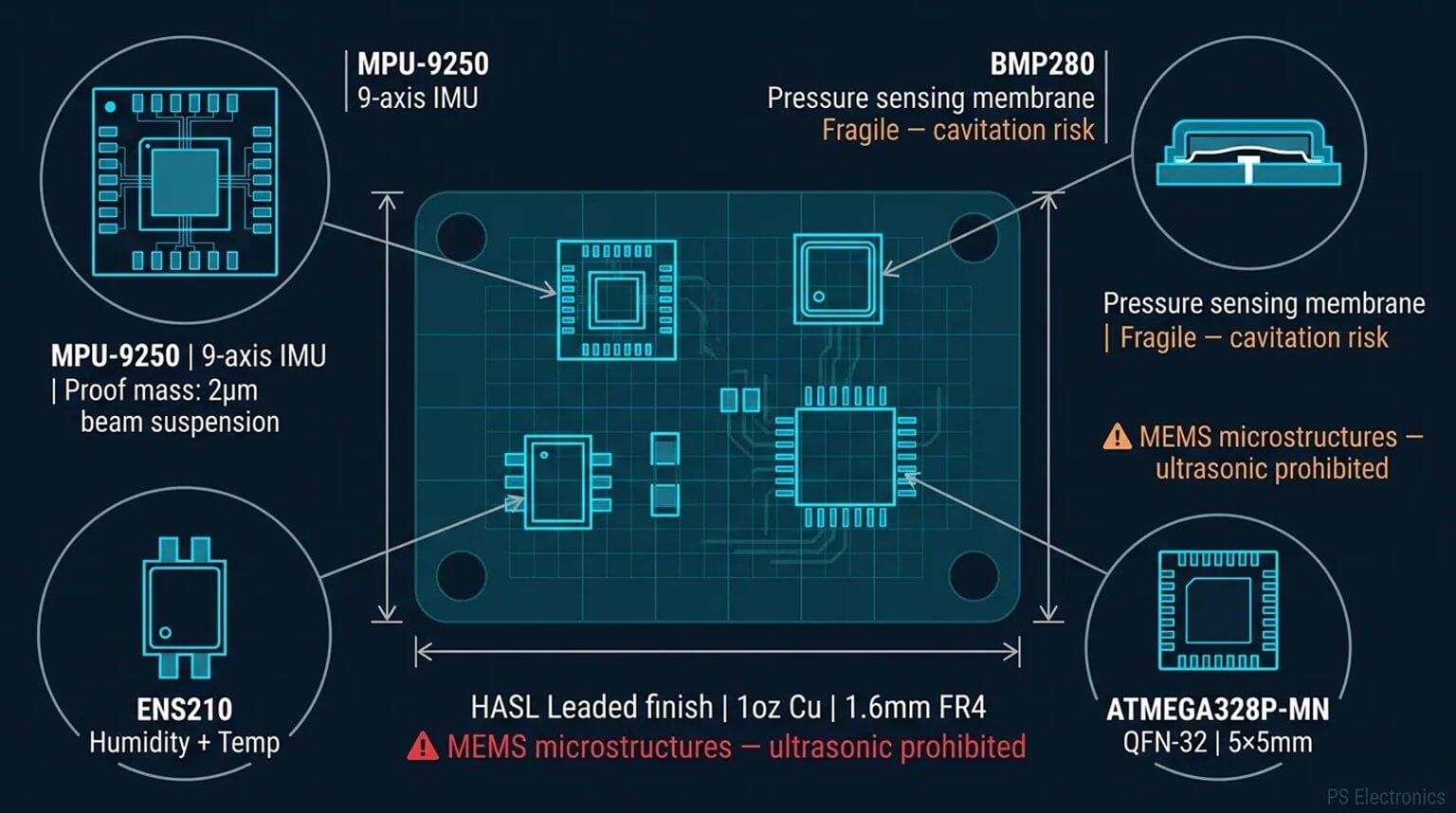
Der Kunde hat uns eine Anfrage für genau dies geschickt. Das Bestellvolumen war winzig – nur 10 Einheiten. Aber die technische Dichte war hoch. Jede Platine erforderte über 300 Bauteile, die sowohl auf der Ober- als auch auf der Unterseite bestückt wurden.
Das wirkliche Problem war nicht die Quantität. Es war der Platzbedarf. Das Design enthielt einen Prototyp-BGA mit einem Ball-Pitch von 0,25 mm und erforderte einen umfangreichen Einsatz von passiven Bauteilen im 01005-Format (Imperial Code).
Dies versetzt das Projekt in eine schwierige Lage.
- Standard-Prototypenwerkstätten Sie können schnell liefern (24-48 Stunden), aber ihre Prozessfähigkeit endet normalerweise bei einem Rastermaß von 0,4 mm. Paste vom Typ 6 und Röntgeninspektion sind selten verfügbar.
- Tier 1 EMS: Sie verfügen über die Technologie, sind jedoch nicht an einer 10-teiligen Bestellung interessiert. Selbst wenn sie diese annehmen, dauert ihre NPI-Einrichtung (New Product Introduction) 3-4 Wochen.
Der Kunde benötigte eine Schnellservice-Leiterplattenbestückungslösung, die den Fine-Pitch-BGA-Bestückungsservice innerhalb von 7 Tagen bewältigen konnte.
Hier ist die technische Aufschlüsselung, wie wir es gelöst haben.
Bei der Überprüfung der Gerber-Dateien haben wir drei primäre Einschränkungen identifiziert, die dies zu einem “High-Mix-Low-Volume”-Alptraum für Standard-Fertigungslinien machten.
| Merkmal | Spezifikation | Warum es schwierig ist |
|---|
| BGA-Pitch | 0,25 mm | Der Abstand zwischen den Kugeln ist so gering, dass die Standard-Lotpaste nicht aus der Schablone austritt. |
| Passiv | 01005 (0,4 x 0,2 mm) | Die Masse beträgt 0,04 mg. Sie sind anfällig für “Tombstoning” (Aufrichten), wenn der Luftstrom oder die Wärme ungleichmäßig ist. |
| Struktur | Zweiseitige SMT | Die Platine durchläuft den Ofen zweimal. Die erste Seite birgt die Gefahr der Oxidation oder des Ablösens von Teilen während des zweiten Durchlaufs. |
| Material | Prototypen-Silizium | Null-Fehler-Anforderung. Wir können einen beschädigten Prototypen-Chip nicht einfach “nacharbeiten”. |
Die erste Hürde war, die Lotpaste auf die Leiterplatte zu bekommen. Bei einem BGA mit 0,25 mm Rastermaß beginnt die Physik des Lotpastendrucks zu versagen.
Damit ein guter Druck erzielt werden kann, muss die Lotpaste aus der Schablonenöffnung austreten und auf dem Leiterplattenkontakt haften. Dies wird durch das Flächenverhältnis (AR) bestimmt.

Der Industriestandard (IPC-7525) besagt, dass AR größer als 0,66 sein muss.
Lassen Sie uns die Zahlen für dieses Projekt betrachten:
- Öffnungsdurchmesser: 100 µm (0,1 mm) bei einem Rastermaß von 0,25 mm.
- Standard-Schablonenstärke: 100 µm (0,1 mm oder 4 mil).

Ergebnis: 0,25 liegt weit unter 0,66.
Bei Verwendung eines Standardprozesses würde die Lotpaste die Schablone verstopfen. Die BGA-Pads würden wenig bis gar kein Lot erhalten, was zu Non-Wet-Open (NWO)-Defekten führen würde.
Wir konnten den BGA-Pitch nicht ändern, daher mussten wir die Materialien ändern.
Die meisten Assembler verwenden Lotpaste Typ 4 (Partikelgröße 20–38 µm). Sie ist preiswert und stabil. Aber für diesen Aufbau sind Partikel vom Typ 4 zu groß für die 100 µm Löcher.
Wir sind umgestiegen auf Bleifreie Lotpaste Typ 6 (SAC305-Legierung).
- Partikelgröße: 5–15 µm.
- Vorteil Die “staubähnliche” Konsistenz ermöglicht ein Verstopfen der winzigen Öffnungen und eine saubere Freisetzung.
(Hinweis: Typ 6 Paste ist teuer und empfindlich. Sie hat eine kürzere Haltbarkeit und reagiert schneller auf Oxidation. Wir müssen sie bei 4 °C gekühlt lagern und sie erst kurz vor dem Druckvorgang entnehmen.)
Wir haben auch die Methode zur Herstellung der Schablonen modifiziert. Eine herkömmliche, per Laser geschnittene Schablone hat raue Wände (Mikro-Graten), an denen die Paste haften bleibt.
Wir haben eine Schablone aus SUS301 Edelstahl mit Elektropolitur verwendet. Der Elektropolierprozess glättet die Öffnungswände, reduziert die Reibung durch Oberflächenspannung und ermöglicht ein leichtes Herausrutschen der Paste.
Das zweite Hauptrisiko waren die 01005-Kondensatoren. Diese Bauteile wiegen 0,04 mg. Die Oberflächenspannung von geschmolzenem Lot ist stark genug, um sie vertikal anzuheben – ein Fehler, der als “Tombstoning” bezeichnet wird.”
Warum passiert das?
Tombstoning ist ein Timing-Problem. Wenn der Lötzinn auf dem linken Pad 0,5 Sekunden vor dem Lötzinn auf dem rechten Pad schmilzt, zieht die Benetzungskraft die Komponente nach oben.
Dies geschieht normalerweise aufgrund eines schlechten PCB-Layouts: Wenn ein Pad mit einer dünnen Leiterbahn und das andere mit einer großen Kupfermassefläche verbunden ist, wirkt die Massefläche als Kühlkörper und verzögert das Schmelzen.
Bevor wir die Schablone schneiden, haben unsere DFM-Ingenieure (Design for Manufacturability) die Gerber-Dateien überprüft. Wir haben 3 Bereiche identifiziert, in denen die Pad-Definitionen für die 01005er riskant waren.
- Problem: Asymmetrische thermische Entlastung.
- Aktion Wir haben dies dem Kunden gemeldet. Wir haben empfohlen, die Maskenöffnungen zu modifizieren, um eine “absolute bilaterale Symmetrie” zu gewährleisten.
- Faustregel Bei 01005 sollte die Lötmaskenöffnung "Non-Solder Mask Defined" (NSMD) sein oder streng kontrolliert werden, um eine gleichmäßige Kupferbelichtung zu gewährleisten.
Das Anbringen dieser Teile auf der Platine erfordert äußerste Sorgfalt.
- Kraftregelung Wir stellen die Kraft der Pick-and-Place-Düse auf 1 Newton. Eine Standardkraft (3-4 N) würde das Keramikgehäuse einer 01005-Baureihe beschädigen.
- Vision System: Standardmäßige Vakuumprüfungen funktionieren hier nicht gut – das Bauteil ist zu klein, um den Luftstrom zuverlässig zu blockieren. Wir haben Laser-Alignment verwendet, um zu überprüfen, ob das Bauteil vor dem Einsetzen auf der Düse war.
Das Löten an Luft ist für große Widerstände geeignet. Für 0,25-mm-BGAs und 01005er ist es ein Rezept für Fehlschläge. Der Sauerstoff verursacht eine schnelle Oxidation der winzigen Lotpulverkugeln der Paste vom Typ 6.
Wir haben ein Stickstoff (N2) Reflow Prozess. Aber man kann nicht einfach reinen Stickstoff einleiten.

Es gibt ein spezifisches Zeitfenster für die Sauerstoffkonzentration: 1.000 bis 2.000 ppm.
- Szenario A: Zu sauber (< 500 ppm O2)
Wenn die Umgebung zu rein ist, wird die Benetzungsspannung zu stark. Der Lotfluss springt augenblicklich auf das Pad. Dieses aggressive Benetzen erhöht tatsächlich das Drehmoment auf den 01005ern, was zu mehr Tombstoning führt.
- Szenario B: Zu schmutzig (> 3000 ppm O2)
Das Lötpulver Typ 6 oxidiert. Dies führt zu “Graping” (bei dem die Lötstelle wie eine Traube aus ungeschmolzenen Kügelchen aussieht) und Head-on-Pillow-Defekten auf dem BGA.
Wir stellen unsere Öfen so ein, dass sie eine konstante Temperatur halten 1500 ppm O2. Dies ergab die “Goldilocks”-Zone: gute Benetzung für das BGA, aber handhabbarer Oberflächentenspen für die 01005er.
Wir haben anstelle einer linearen Rampe auch ein “Soak”-Profil verwendet. Wir haben die Temperatur 90 Sekunden lang zwischen 150°C und 200°C gehalten.
Diese Pause ermöglicht es der Leiterplattenkupfer, dem BGA-Gehäuse und den kleinen passiven Komponenten, dieselbe Temperatur zu erreichen, bevor das Lot schmilzt. Das thermische Gleichgewicht ist der beste Schutz gegen das Tombstoning.
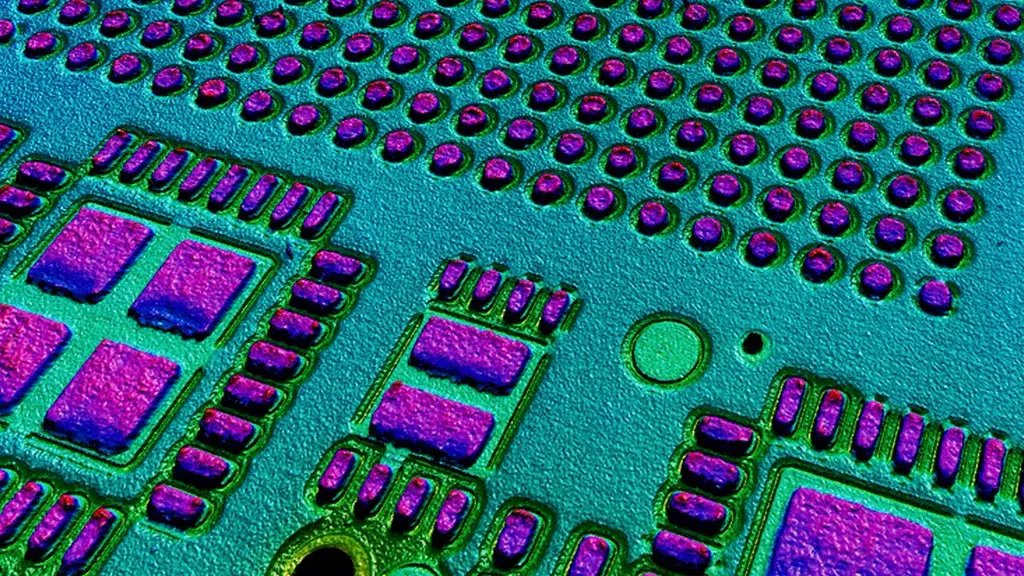
Für die Bestückung eines Halbleiter-Validierungsboards können Sie nicht davon ausgehen, dass eine Lötstelle gut ist, nur weil sie gut aussieht. Die kritischen Lötstellen befinden sich unter dem BGA.
Wir haben die Lotpastenauftragung vor dem Aufsetzen der Bauteile inspiziert.
- Warum Sollte der Druckfehler vorliegen, kostet das Abwischen der Platine und ein erneuter Druck $5. Wenn wir den Fehler erst nach dem Reflow feststellen, wird die Platine verschrottet (was Tausende kostet).
- Standard Wir haben auf eine gleichbleibende Lautstärke geachtet. Jedes Pad mit einer Lautstärke von <70% wurde aussortiert.
100% AXI (Automatisierte Röntgenprüfung)
Dies war obligatorisch. Wir haben jede einzelne BGA geröntgt.
Wir haben nach zwei bestimmten Killern gesucht:
- Kopf-auf-Kissen (HoP) Wo die BGA-Kugel auf der Lotpaste aufliegt, aber nicht verschmilzt. Dies führt zu einer intermittierenden elektrischen Verbindung, die Validierungsingenieure zur Verzweiflung treibt.
- Annullierung In der Fuge eingeschlossene Luftblasen. Wir haben festgestellt, dass der Gesamtanteil an Hohlräumen ≤ 15% der Fugenfläche betrug.
Das Projekt durchlief unsere Schlüsselfertige NPI-Fertigung Zeile schnell.
- Tag 1-3: Leiterplattenherstellung (Schnelle Fertigung, Berücksichtigung der Ebenheit VIP-AuflagenBeziehen von Komponenten von Digi-Key/Mouser.
- Tag 4: DFM-Prüfung und Schablonenherstellung (elektropoliert).
- Tag 5: SMT-Bestückung (Oberseite).
- Tag 6: SMT-Bestückung (Unterseite) und Röntgeninspektion.
- Tag 7: Finale FCT (Funktionstests) und Versand.
Wir haben alle 10 Platinen pünktlich geliefert. Die First-Pass-Ausbeute betrug 100%.
Für den Kunden bedeutete dies, dass er die Siliziumvalidierung sofort beginnen konnte, ohne sich Gedanken machen zu müssen, ob ein Fehler bei der Platinenmontage einen Chipfehler überdeckte.
Wenn Sie Validierungsplatinen mit einem Pitch von 0,3 mm oder kleiner entwerfen, überlassen Sie die Montage nicht dem Zufall. Kontaktieren Sie PCBCool für eine kostenlose DFM-Prüfung Ihres nächsten NPI-Builds. Wir können Risiken erkennen, bevor Sie die Schablone schneiden.