TM tuvo un problema.
Necesitaban construir el “Hammerhead Dyno”, un equipo de medición de audio de precisión. Las especificaciones eran difíciles, el volumen era bajo y la física iba en contra del proceso de fabricación.
Este no fue un trabajo estándar de “imprimir y colocar”. El diseño requería Ensamblaje de PCB de bajo volumen (lotes de 25 a 100 unidades) pero exigía la fiabilidad de la electrónica de potencia industrial. La placa tenía un grosor de 2.0 mm —significativamente mayor que los 1.6 mm estándar— y estaba poblada con enormes resistencias de potencia TE Connectivity serie 3550.
No nos limitamos a aceptar los archivos Gerber y poner en marcha las máquinas. Eso habría fracasado. Tuvimos que rediseñar el proceso de ensamblaje, específicamente en lo que respecta a Panelización Heterogénea y Montaje de alta masa térmica, para que la economía funcione y la física se mantenga a raya.
Aquí está el desglose de cómo manejamos las compensaciones de ingeniería, los fracasos que evitamos y los datos detrás de las decisiones.
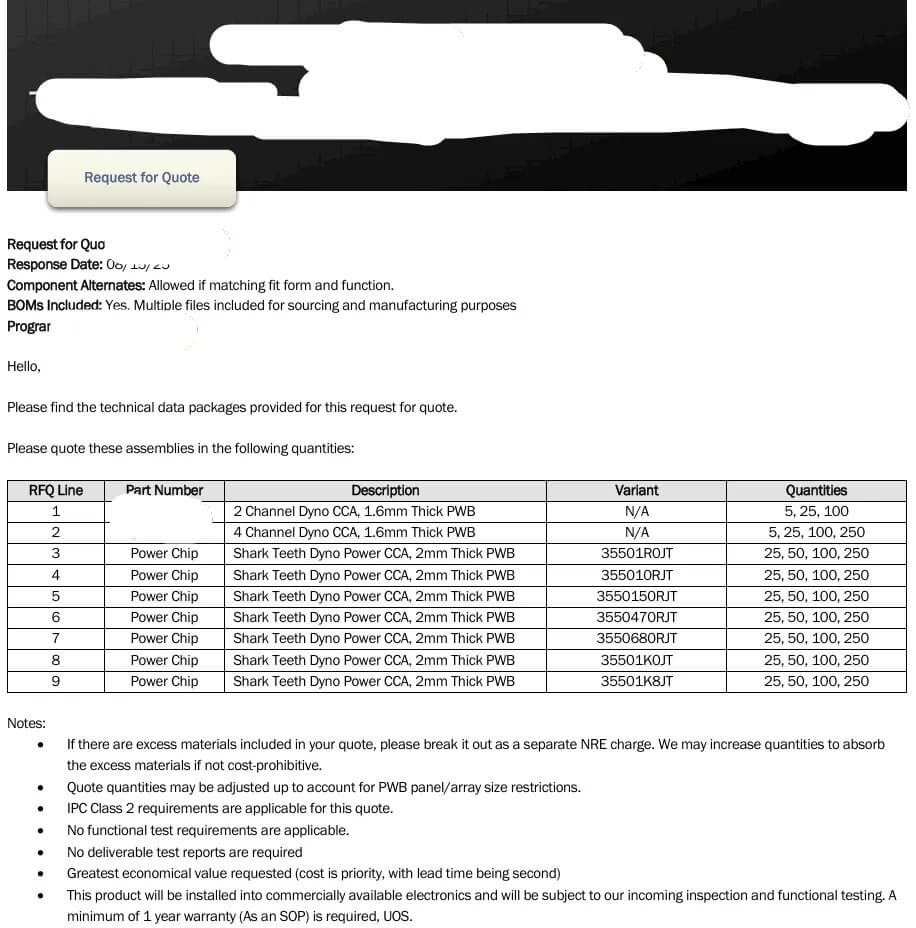
El primer problema no fue técnico; fue financiero. La RFQ de TM enumeraba siete variantes de resistencia diferentes (1.0Ω, 1.8Ω, 4.7Ω, etc.) para el mismo factor de forma.
En un flujo de trabajo estándar de una fábrica de PCBA, cada SKU único se trata como un trabajo separado.
Las Matemáticas:
- Plantilla láser: ~$80 – $150 por diseño.
- Configuración de la máquina (Pick & Place + Reflow): ~$100 – $200 por ciclo.
- NRE (Ingeniería no recurrente) total por variante: ~$250.
- Total para 7 variantes: 1 750 TP solo por poner en marcha las máquinas.
Para una empresa emergente que fabrica 25 unidades de cada modelo, ese coste de desarrollo (NRE) supone casi 1,410 euros por placa, sin contar aún el coste de los componentes ni el de la placa de circuito impreso en bruto. Eso acaba con el margen.
No pudimos tratar esto como siete trabajos.
El problema técnico fue más difícil. Fabricación de PCBAs de audio requiere integridad de señal, y para una carga ficticia (un dispositivo que absorbe potencia para probar amplificadores), eso significa estabilidad térmica.

El diseño utilizó un sustrato FR-4 de 2.0 mm. Esto añade rigidez, lo cual es bueno. Pero térmicamente, actúa como un disipador de calor durante el proceso de soldadura. Absorbe el calor de la pasta de soldar antes de que pueda adherirse a la almohadilla.
Luego están las resistencias TE 3550. Estos son Componentes Terminados en la Parte Inferior (BTC) con grandes almohadillas térmicas. La conexión entre el componente y la placa es la ruta principal para que escape el calor.
Si esa junta de soldadura tiene burbujas (huecos), el calor no puede salir.
- El riesgo específico: El gas de fundente queda atrapado debajo de la almohadilla grande durante el reflujo. El gas tiene una conductividad térmica terrible en comparación con la aleación de soldadura.
- La consecuencia: Un vacío provoca un “cuello de botella en el flujo térmico”. La corriente se ve obligada a pasar por una zona más pequeña, lo que genera puntos calientes. Si el área del vacío supera los 20-50%, la temperatura del chip se dispara.
- El Impacto del Audio: A medida que la resistencia se calienta, su resistencia cambia (Coeficiente de Temperatura de Resistencia, o TCR). Si la resistencia se desvía, el dinamómetro da lecturas falsas.
TM declaró: “No se requiere prueba funcional”. (Esto siempre es aterrador para un fabricante. Significa que si cometemos un error, no lo detectaremos hasta que el cliente lo conecte. Teníamos que estar seguros).
Enfoque estándar: construir cada variante en paneles separados, pagar siete tarifas de NRE.
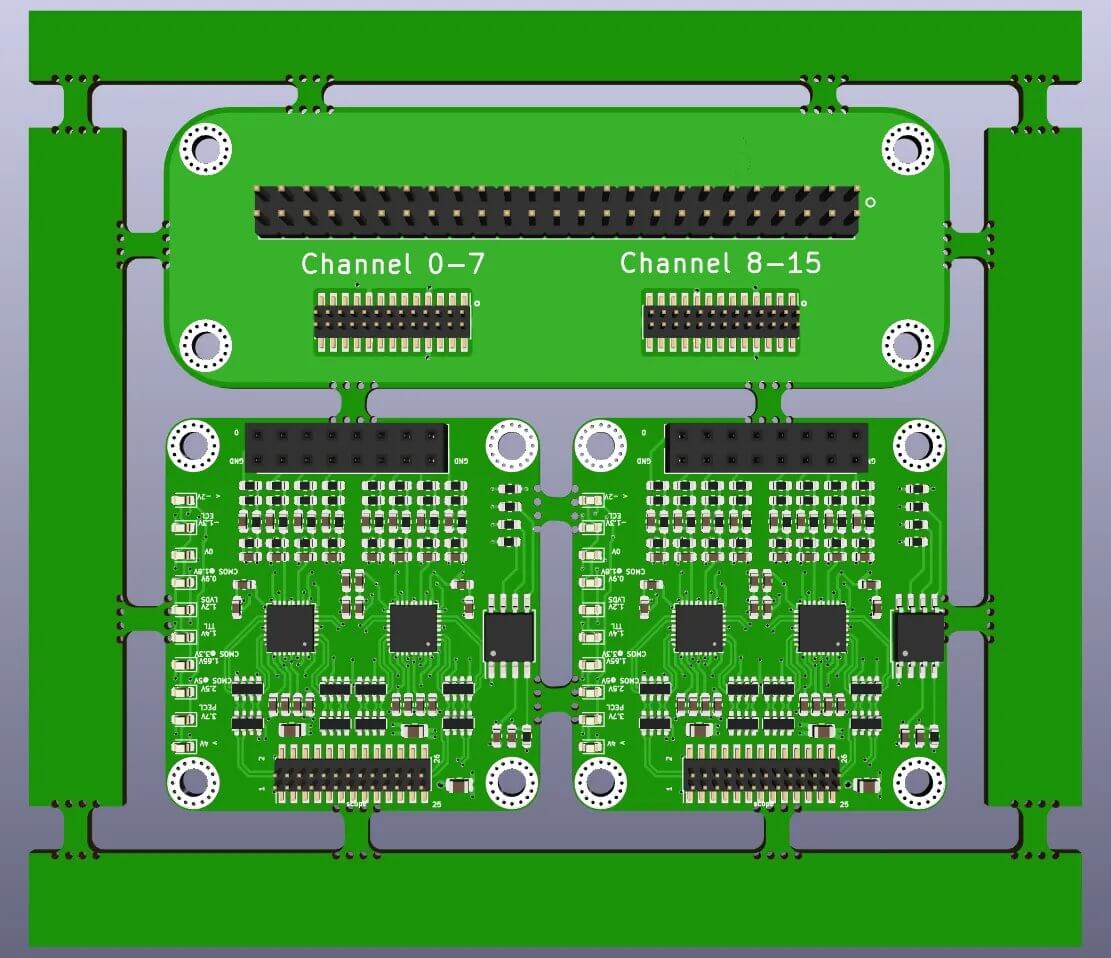
Nuestro enfoque: combinar los siete diseños en un único “panel familiar” utilizando panelización heterogénea.
Comparación de diseño de paneles
| Enfoque | Unidades por panel | Residuos de materiales |
|---|
| Variante única (7 paneles) | 45 cada uno | 12% |
| Panel familiar (combinado) | 315 total | 3% |
Para la separación, utilizamos el corte en V. El corte en V no requiere espacio entre los tableros, lo que permite aprovechar al máximo el material. En el caso de los módulos rectangulares de TM, esto supuso un ahorro de 91 TP3T de superficie de panel en comparación con el fresado.
Detalle clave: fiduciales globales cada 150 mm en todo el panel. La máquina de colocación Fuji NXT III los utiliza para corregir la expansión del panel durante el calentamiento. Sin ellos, la colocación de resistencias se desvía ±0,1 mm en paneles grandes.
(En el diseño del primer panel se olvidaron las marcas de referencia. Tuve que desechar 10 prototipos. Lección aprendida con el $340.)
El desgasificado es física. Los volátiles de flujo se evaporan a 150-180°C. Si los gases no pueden escapar antes de que la soldadura se solidifique a 217°C, quedan atrapados.
Mecanismo de formación de vacío
Placa grande (una sola abertura)
├─ Se deposita la pasta de soldadura
├─ Los componentes volátiles del fundente se evaporan
└─ Gases atrapados → formación de huecos en el 25-40%
Implementamos diseño de stencil para panel de ventana. En lugar de una gran apertura, usamos una cuadrícula de 3×3 de aperturas más pequeñas.
Especificación de Plantilla
- Proveedor: Stencils Unlimited, acero inoxidable cortado con láser
- Grosor: 0,125 mm (5 mil)
- Reducción de apertura: 60% de superficie de la almohadilla (y no 50-80%, como se había supuesto inicialmente)
- Ancho del puente: 0.2mm entre aperturas
Esto crea vías de escape. Los gases volátiles se escapan a través de los puentes. El volumen de residuos se redujo de 351 TP3T (primera prueba) a 81 TP3T (proceso final).
La elección de la pasta de soldar importa. Probamos tres pastas sin limpieza:
| Marca de Pegamento | Tasa de Anulación | Costo/kg | Comentario |
|---|
| Senju M40-LS720V | 8.2% | $85 | Seleccionado |
| Indio NC-SMQ92J | 11.5% | $92 | Buen respaldo |
| AIM REL61 | 15.3% | $78 | Vacío demasiado alto |
Ha ganado el Senju M40. Su sistema de fundente utiliza 2,51 TP3T de componentes volátiles, frente a los 4,11 TP3T del AIM REL61. Menos componentes volátiles = menos gases que atrapar.
(Al principio utilizamos pasta soluble en agua porque era más barata. Gran error. Se produjo un fallo en la primera tanda. Tuvimos que limpiar las placas y volver a empezar. Perdimos tres días.)
Perfil estándar sin plomo:
- Remojar 60-90 segundos a 150-180°C
- Tiempo sobre el líquido 45-60 segundos
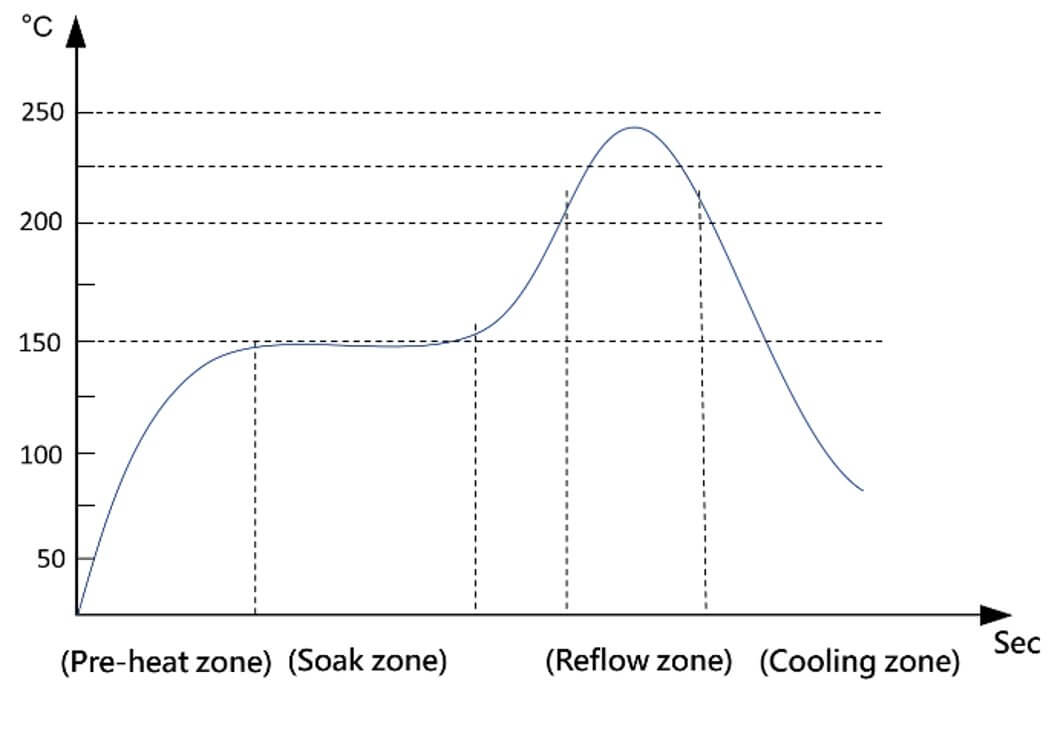
Para una placa de 2.0 mm con resistencias 3550, esto falla. La placa actúa como un disipador de calor.
Nuestro perfil optimizado:
- Remojo prolongado 120 segundos a 160 °C
- TAL 75 segundos a 235°C pico
- Velocidad de enfriamiento: 2.5 °C/seg (lento para reducir el estrés)
¿Por qué? La placa de 2,0 mm necesita más tiempo para alcanzar el equilibrio térmico. Un tiempo de reposo insuficiente = gradiente de temperatura a lo largo de la placa = juntas frías en los bordes exteriores.
Datos de cámara térmica
| Zona de Juego | Perfil estándar | Perfil optimizado | ΔT |
|---|
| Centro | 235°C | 237°C | +2°C |
| Borde | 201°C | 231°C | +30°C |
| Placa de resistencia | 215°C | 234°C | +19°C |
La temperatura del borde saltó de 201 °C a 231 °C. Esa es la diferencia entre una junta fría y una buena junta.
(L.Wang, nuestro ingeniero de procesos, abogó por un remojo de 140 segundos. Llegamos a un compromiso de 120. Probablemente tenía razón, la placa todavía mostraba un gradiente de 5 °C. Añadimos 15 segundos en el siguiente lote).
Conductividad térmica del FR-4: 0.3 W/mK. Cobre: 398 W/mK. Las vías son autopistas térmicas a través de la placa.
Requisito de diseño
- Potencia del resistor: 20W máx.
- TCR 25 ppm/°C (especificación de Vishay)
- ΔR permitido 0,11 TP3T → ΔT máx.: 40 °C
- Ambiente: 25°C → Tj máxima: 65°C
Cálculo de la resistencia térmica:
RθJA = (Tj - Ta) / P = (65 - 25) / 20 = 2,0 °C/W
Placa sin vías: RθJA ≈ 45°C/W (estimación de simulación Flotherm)
Cada vía (diámetro de 0.3mm, 1.6mm de largo, chapada 25μm):
Rθvia = 1 / (k × A) = 1 / (0.4 W/mmK × 0.07 mm²) = 36°C/W por vía
Necesito 25 vías en paralelo: 36°C/W ÷ 25 = 1.44°C/W
Añadir resistencia a la dispersión: ~0.5°C/W
Total: 1.94 °C/W → cumple el objetivo de 2.0 °C/W.
Colocamos vias en una cuadrícula de 5x5, con un paso de 0.5 mm, directamente debajo de la almohadilla de la resistencia. Diámetro limitado a 0.3 mm para evitar el ascenso de soldadura.
(En el primer diseño se utilizaron vías de 0,4 mm. La soldadura se filtró por 40% de ellas, dejando sin conexión a las almohadillas. Se cambió a 0,3 mm y se añadieron tapones de máscara de soldadura. Problema resuelto.)
Ejecutamos el primer lote. Dado que no hubo una prueba funcional, utilizamos la inspección de Rayos X para la Inspección del Primer Artículo (FAI).
Los datos:
- Tasa de Anulación: La radiografía reveló un área de vacío media de 12-151 TP3T.
Norma: La norma IPC-A-610F establece que un porcentaje de área vacía inferior al 30% en las bolas de los BGA se considera aceptable.
Objetivo de fiabilidad: Para ciclos de alta potencia, <5% es ideal, pero <20% es aceptable. Hemos alcanzado el rango de seguridad sin necesidad de costosos hornos de reflujo al vacío.
- Defectos: Cero defectos de “cabeza en almohada”. El remojo prolongado funcionó.
- Costo El proyecto NRE resultó ser unos 201 TP3T más barato que el modelo de precios por variante.
- Tiempo: 18 días desde la confirmación del archivo hasta el envío.
El fracaso del que nadie habla
En el lote #3, 15% de placas presentaron 12% de huecos. Causa principal: obstrucción de la abertura de la plantilla durante la impresión. El operario no se percató de ello hasta pasados 30 minutos. A raíz de esto, incorporamos una inspección automática de la pasta de soldadura (SPI). Coste: $2.100, gasto único.
(El ingeniero de TM preguntó si podíamos omitir la radiografía para ahorrar dinero. Nos negamos. La falta de pruebas funcionales significa que la validación del proceso es obligatoria. Entendieron.)
Los bajos volúmenes no implican baja calidad. Los lotes de 25 unidades de TM recibieron el mismo rigor de ingeniería que las tiradas de 10.000 unidades.
Lecciones clave:
El “Hammerhead Dyno” se ha enviado según lo previsto. Los clientes de TM miden la potencia de los amplificadores con una incertidumbre inferior a 0,11 TP3T. Eso es lo que importa.
(Próximo reto: TM quiere añadir una variante de 4 Ω. Estamos comprobando si la disposición actual del panel tiene espacio suficiente. Es posible que se necesite un panel 8% más grande. A la espera de presupuesto.)