TM hatte ein Problem.
Sie mussten den “Hammerhead Dyno”, ein Präzisionsgerät zur Audiovermessung, bauen. Die Spezifikationen waren anspruchsvoll, das Volumen gering und die Physik stand dem Herstellungsprozess entgegen.
Dies war kein Standard-“Drucken und Platzieren”-Auftrag. Das Design verlangte nach Fertigung von Leiterplatten in Kleinserie (Chargen von 25 bis 100 Einheiten), verlangten jedoch die Zuverlässigkeit von industrieller Leistungselektronik. Die Platine war 2,0 mm dick – deutlich dicker als die Standarddicke von 1,6 mm – und war mit massiven Leistungswiderständen der Serie 3550 von TE Connectivity bestückt.
Wir haben die Gerber-Dateien nicht einfach angenommen und die Maschinen laufen lassen. Das wäre schiefgegangen. Wir mussten den Montageprozess neu entwickeln, insbesondere in Bezug auf Heterogene Panelisierung und Hochwärmespeicherfähige Baugruppe, um die Wirtschaftlichkeit sicherzustellen und die Physik im Rahmen zu halten.
Hier ist die Aufschlüsselung, wie wir die technischen Kompromisse gehandhabt haben, welche Fehler wir vermieden haben und welche Daten hinter den Entscheidungen stecken.
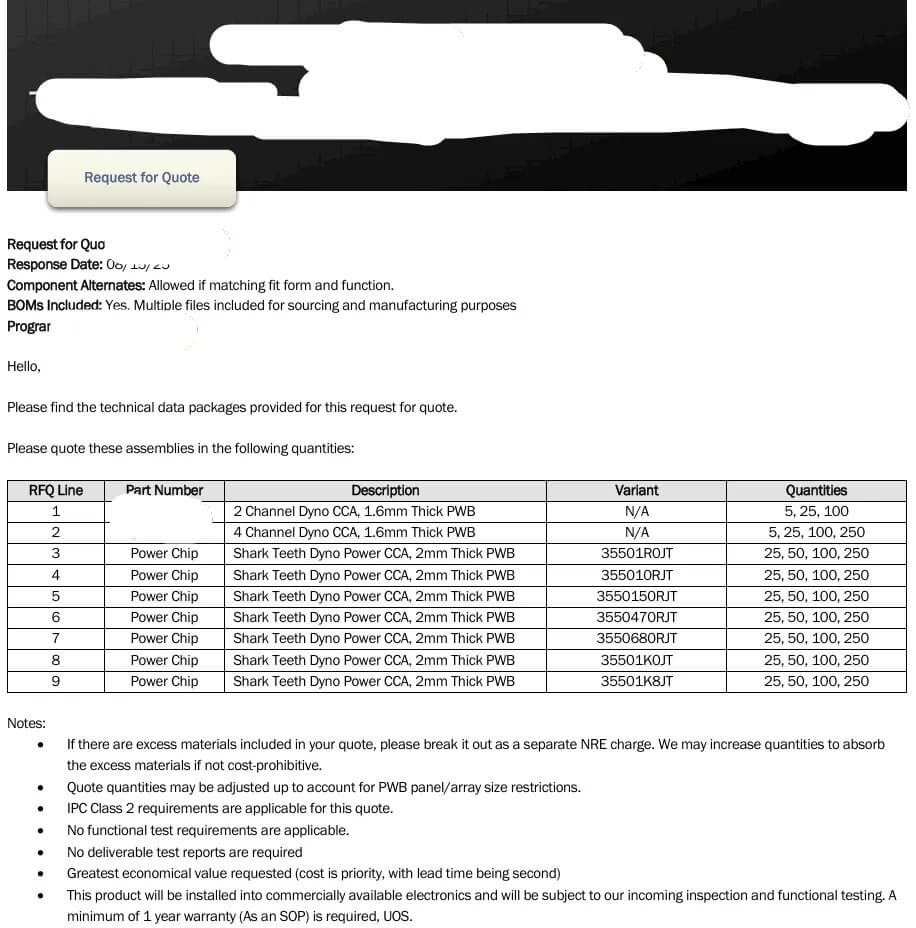
Das erste Problem war kein technisches, sondern ein finanzielles. Die RFQ von TM listete sieben verschiedene Widerstandsvarianten (1,0Ω, 1,8Ω, 4,7Ω usw.) für denselben Formfaktor auf.
In einem standardmäßigen PCBA-Fabrik-Workflow wird jede eindeutige SKU als separater Auftrag behandelt.
Die Mathematik:
- Laserschablone ~$80 – $150 pro Entwurf.
- Maschinenaufbau (Pick & Place + Reflow): ~$100 – $200 pro Durchlauf.
- Gesamte NRE (Non-Recurring Engineering) pro Variante: ~$250.
- Gesamt für 7 Varianten: $1.750, nur um die Maschinen einzuschalten.
Für ein Start-up, das jeweils 25 Einheiten produziert, belaufen sich diese NRE-Kosten auf fast $10 pro Platine, noch bevor Sie überhaupt die Kosten für die Bauteile oder die unbestückte Leiterplatte begleichen. Das vernichtet die Marge.
Wir konnten diese nicht als sieben Arbeitsstellen behandeln.
Das technische Problem war schwieriger. Herstellung von Audio-PCBA erfordert Signalintegrität, und für eine Dummy-Last (ein Gerät, das Leistung absorbiert, um Verstärker zu testen) bedeutet dies thermische Stabilität.

Das Design verwendete ein 2,0 mm dickes FR-4-Substrat. Dies verleiht Steifigkeit, was gut ist. Thermisch verhält es sich jedoch während des Lötprozesses wie ein Kühlkörper. Es entzieht der Lotpaste Wärme, bevor sie sich mit dem Pad verbinden kann.
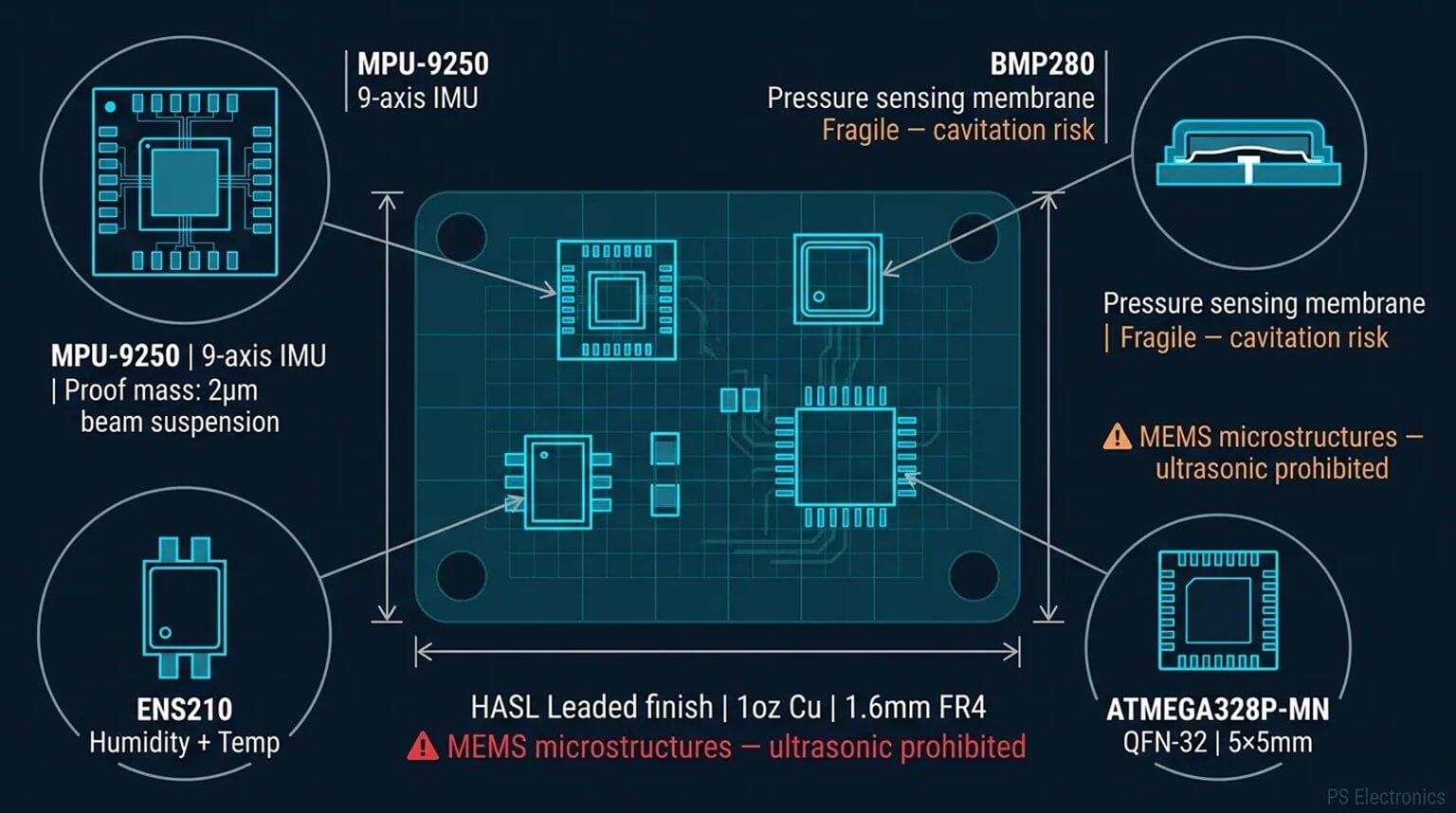
Dann gibt es die TE 3550 Widerstände. Dies sind Bottom Terminated Components (BTCs) mit großen Thermalpads. Die Verbindung zwischen Bauteil und Platine ist der Hauptweg für die Wärmeableitung.
Wenn diese Lötstelle Blasen (Lufteinschlüsse) aufweist, kann die Wärme nicht entweichen.
- Das spezifische Risiko: Das Flussgas wird während des Reflows unter dem großen Pad eingeschlossen. Gas hat im Vergleich zur Lotlegierung eine sehr schlechte Wärmeleitfähigkeit.
- Die Konsequenz: Ein Hohlraum verursacht einen “Wärmeflussengpass”. Der Strom wird durch einen kleineren Bereich geleitet, wodurch sich Hotspots bilden. Übersteigt die Fläche des Hohlraums 20–50%, steigt die Temperatur des Chips sprunghaft an.
- Der Audio-Impact: Wenn sich der Widerstand erwärmt, ändert sich sein Widerstandswert (Temperaturkoeffizient des Widerstands, TCR). Wenn der Widerstand abweicht, liefert das Dyno falsche Messwerte.
TM gab an: “Kein Funktionstest erforderlich.” (Das ist für einen Hersteller immer beunruhigend. Es bedeutet, dass wir einen Fehler nicht entdecken, bis der Kunde das Produkt anschließt. Wir mussten sicher sein.)
Standardansatz: Bauen Sie jede Variante auf separaten Platinen und zahlen Sie sieben Einrichtungsgebühren.
Unser Ansatz: Kombination aller sieben Designs auf einem “Familienpanel” mittels heterogener Panelisierung.
Vergleich von Panel-Layouts
| Ansatz | Einheiten pro Panel | Materialabfall |
|---|
| Einzelne Variante (7 Tafeln) | 45 pro Stück | 12% |
| Familiengutachten (kombiniert) | 315 gesamt | 3% |
Zur Trennung haben wir das V-Scoring-Verfahren eingesetzt. Beim V-Scoring ist kein Abstand zwischen den Platten erforderlich, wodurch die Materialausnutzung maximiert wird. Bei den rechteckigen Modulen von TM konnten dadurch im Vergleich zum Fräsen 9% an Plattenfläche eingespart werden.
Schlüsseldetaill: Globale Fiduzials alle 150 mm über das Panel. Die Fuji NXT III Bestückungsmaschine nutzt diese zur Korrektur der Panel-Dehnung während des Heizvorgangs. Ohne diese driften die Widerstandspositionen bei großen Panels um ±0,1 mm.
(Beim Entwurf der ersten Leiterplatte wurden die Passmarken vergessen. 10 Prototypen mussten verworfen werden. Eine Lektion aus dem Fall $340.)
Leeren ist Physik. Flussmittel flüchtige Stoffe verdampfen bei 150-180°C. Wenn Gase nicht entweichen können, bevor der Lötmittel bei 217°C erstarrt, werden sie eingeschlossen.
Mechanismus der Hohlraumbildung
Großes Pad (eine Öffnung)
├─ Auftragen der Lötpaste
├─ Verdampfen der flüchtigen Bestandteile des Flussmittels
└─ Eingeschlossene Gase → Porenbildung gemäß 25-40%
Wir haben implementiert Fensterscheiben-Schablonen-Design. Anstelle einer großen Öffnung verwendeten wir ein 3×3-Raster kleinerer Aperturen.
Schablonenspezifikation
- Lieferant Stencils Unlimited, lasergeschnittener Edelstahl
- Dicke: 0,125 mm (5 mil)
- Blendenreduzierung 60% der Pad-Fläche (nicht 50-80%, wie ursprünglich vermutet)
- Brückenbreite 0,2 mm zwischen Öffnungen
Dadurch entstehen Fluchtkanäle. Die flüchtigen Stoffe entweichen über die Brücken. Der Voiding-Wert sank von 35% (erster Test) auf 8% (Endprozess).
Die Wahl des Lotes ist entscheidend. Wir haben drei No-Clean-Pasten getestet:
| Paste-Marke | Stornorate | Kosten/kg | Kommentar |
|---|
| Senju M40-LS720V | 8.2% | $85 | Ausgewählt |
| Indium NC-SMQ92J | 11.5% | $92 | Gute Sicherung |
| ZIEL REIHE 61 | 15.3% | $78 | Zu hohe Entleerung |
Senju M40 hat gewonnen. Sein Flussmittelsystem verwendet 2,51 TP3T flüchtige Bestandteile gegenüber 4,11 TP3T bei AIM REL61. Geringere Mengen an flüchtigen Bestandteilen bedeuten weniger Gas, das gebunden werden muss.
(Wir hatten zunächst wasserlösliche Paste verwendet, da diese $12 günstiger war. Ein großer Fehler. Beim ersten Durchlauf kam es zu einem Ausfall von 42%. Wir mussten die Platinen reinigen und den Vorgang neu starten. Dadurch gingen drei Tage verloren.)
Standard bleifreies Profil:
- Einweichen 60-90 Sekunden bei 150-180°C
- Zeit über Liquidus (ZüL) 45-60 Sekunden
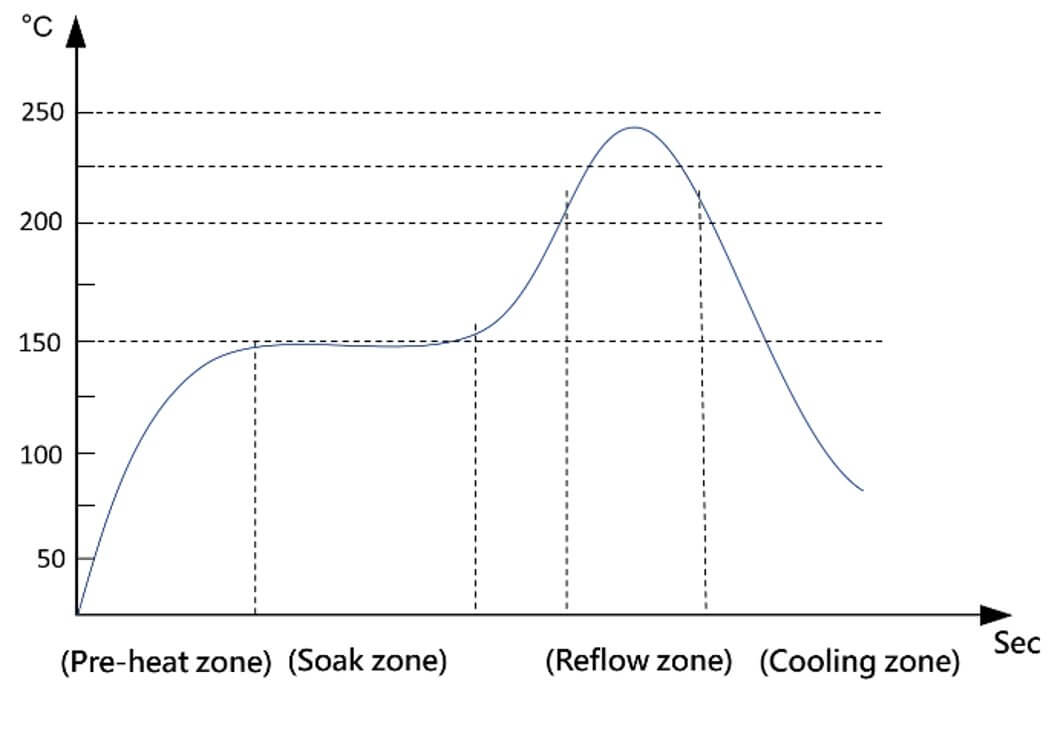
Bei einer 2,0-mm-Platine mit 3550-Widerständen fällt dies aus. Die Platine wirkt wie ein Kühlkörper.
Unser optimiertes Profil:
- Längeres Einweichen: 120 Sekunden bei 160°C
- TAL 75 Sekunden bei 235°C Spitze
- Kühlrate: 2,5 °C/Sek. (langsam zur Reduzierung von mechanischen Belastungen)
Warum? Die 2,0-mm-Platine benötigt 40% mehr Zeit, um das thermische Gleichgewicht zu erreichen. Unzureichende Einwirkzeit = Temperaturgradient über die gesamte Platine = kalte Lötstellen an den Außenkanten.
Wärmebilddaten
| Vorstandszone | Standardprofil | Optimiertes Profil | ΔT |
|---|
| Zentrum | 235°C | 237°C | +2°C |
| Rand | 201°C | 231°C | +30°C |
| Widerstands-Pad | 215°C | 234°C | +19 °C |
Die Kanten-Temperatur stieg von 201°C auf 231°C. Das ist der Unterschied zwischen einer kalten Lötstelle und einer guten Lötstelle.
(L.Wang, unser Verfahrensingenieur, plädierte für 140 Sekunden Einweichzeit. Wir einigten uns auf 120 Sekunden. Er hatte wahrscheinlich Recht – das Board zeigte immer noch einen Gradienten von 5 °C an. Bei der nächsten Charge wurden 15 Sekunden hinzugefügt.)
Wärmeleitfähigkeit von FR-4: 0,3 W/mK. Kupfer: 398 W/mK. Via-Hülsen sind thermische Überholspuren durch die Leiterplatte.
Konstruktionsanforderung
- Widerstandleistung: Maximal 20W
- TCR: 25 ppm/°C (Vishay-Spezifikation)
- Zulässige ΔR: 0,11 TP3T → Max. ΔT: 40 °C
- Umgebung 25°C → Max Tj: 65°C
Berechnung des Wärmewiderstands:
RθJA = (Tj - Ta) / P = (65 - 25) / 20 = 2,0°C/W
Platine ohne Vias: RθJA ≈ 45°C/W (Schätzung aus Flotherm-Simulation)
Jede Via (0,3 mm Durchmesser, 1,6 mm Länge, 25 μm plattiert):
Rθvia = 1 / (k × A) = 1 / (0.4 W/mmK × 0.07 mm²) = 36°C/W pro Via
Benötigt 25 Vias parallel: 36°C/W ÷ 25 = 1,44°C/W
Streuwiderstand hinzufügen: ~0,5°C/W
Gesamt: 1,94°C/W → erfüllt Ziel von 2,0°C/W.
Wir haben Vias in einem 5x5-Raster mit 0,5 mm Abstand direkt unter dem Widerstandspad platziert. Durchmesser auf 0,3 mm begrenzt, um ein Aufsteigen des Lots zu verhindern..
(Im ersten Entwurf wurden 0,4-mm-Durchkontaktierungen verwendet. Bei 40% davon floss das Lot nach unten ab, wodurch die Lötpads nicht ausreichend mit Lot versorgt wurden. Nach der Umstellung auf 0,3 mm und dem Einfügen von Lötmaskenstopfen war das Problem gelöst.)
Wir haben den ersten Batch durchgeführt. Da kein Funktionstest vorhanden war, haben wir für die Erststückprüfung (FAI) eine Röntgeninspektion verwendet.
Die Daten:
- Stornorate Die Röntgenaufnahme zeigte eine durchschnittliche Hohlraumfläche von 12–151 TP3T.
Norm: Gemäß IPC-A-610F gilt ein Hohlraumanteil von weniger als 30% bei BGA-Kugeln als akzeptabel.
Zuverlässigkeitsziel: Bei hoher Leistungszyklisierung, <5% ist ideal, aber <20% ist akzeptabel. Wir haben den sicheren Bereich erreicht, ohne teure Vakuum-Reflow-Öfen einsetzen zu müssen.
- Mängel Null “Kopf-im-Kissen”-Defekte. Das verlängerte Einweichen hat funktioniert.
- Kosten Das NRE-Projekt lag um ~20% unter dem variantenbezogenen Preismodell.
- Zeit: 18 Tage von der Dateibestätigung bis zum Versand.
Das Versagen, über das niemand spricht
Bei der Charge #3 wiesen 15% Leiterplatten 12% Fehlstellen auf. Grundursache: Die Schablonenöffnung war während des Druckvorgangs verstopft. Der Bediener hat dies 30 Minuten lang nicht bemerkt. Daraufhin haben wir eine automatische Lötpasteninspektion (SPI) eingeführt. Kosten: $2.100 einmalig.
(Der Ingenieur von TM fragte, ob wir Röntgenaufnahmen einsparen könnten, um Kosten zu senken. Wir lehnten ab. Ohne Funktionsprüfung ist eine Prozessvalidierung zwingend erforderlich. Sie haben dies verstanden.)
Geringe Stückzahlen bedeuten keine geringe Qualität. Die 25-Einheiten-Chargen von TM durchlaufen denselben Ingenieursaufwand wie Produktionsläufe mit 10.000 Einheiten.
Wichtige Erkenntnisse:
Der “Hammerhead Dyno” wurde termingerecht ausgeliefert. Die Kunden von TM messen die Verstärkerleistung mit einer Unsicherheit von <0,1%. Darauf kommt es an.
(Nächste Herausforderung: TM möchte eine 4-Ω-Variante hinzufügen. Wir prüfen derzeit, ob im aktuellen Panel-Layout ausreichend Platz vorhanden ist. Möglicherweise wird ein größeres 8%-Panel benötigt. Angebot steht noch aus.)